
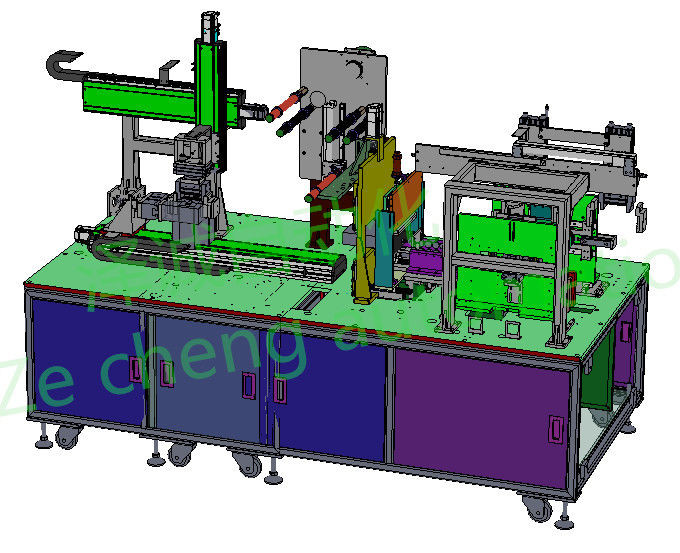
自動レーザーのシーリング機械リチウム電池 テスト クリーニングはMounterを囲む
プロセス条件
装置の基本的な技術的な変数:
| プロジェクト | 機械指定 | ノート |
| 効率の | P 6 PPM | |
| 収穫 | 99% | 電池の損傷率は0.1%よりより少しである。粘着テープの欠陥率は修理の後に97%以上ある。 |
| 穀物または移動の率 | 95%またはより高い |
3. フィルムおよび絶縁材のガスケットの指定そしてサイズ
| 材料の名前 | 塗被紙 | 絶縁材のガスケット |
| 入って来る方法 | 容積 | 切れ |
| 材料 | ペット | ペット |
| 色 | 青 | 黒い |
| ペーパーのタイプから | ない | ある |
| 次元 | (1) 200000のmm * 215のmm * 0.11 mm、(2) 200000のmm * 185のmm * 0.11 mm | 190.3mm*51mm*2.65mm (20mmを含む長さはペーパー耳を分けた) |
| 高温抵抗力がある | 100 ℃ | 110 ℃ |
| 中心の巻上げの直径 | 76.2 mm | - |
| コイルの直径 | 350のmm (最高) | - |
| 一巻きの長さ | 185のmm/215のmm | - |
| 重量/量 | 10 kg/rollまたはより少なく | 3000部分/カートン、推定重量10KG/のカートン |
| 入って来る材料のセクション直線 | 0.5 mmまたはより少なく | - |
| 引張強さ | P 80 n/25のmm | - |
| 出現 | 泡無し、degumming | 薄板の入って来る材料間の付着無し |
4. 条件の重量を量る電池
重量を量るそれぞれの前に電子スケールはゼロに自動的に戻り検出データは電池棒コードと自動的に区切られるべきである。電子スケールのデータの後で安定している、集めるデータを。電子スケールの振動はプロセスの間に避けるべきである。同時に、システムのデータの重量を量る前は前および前の重量を量るデータ間の相違を判断するために呼ばれる。データが電子スケールの失敗が読まれた原因である場合もなければ働くことを止め、装置は警報を与えるべきである。
5. 厚さの検出の条件
1) 電池テスト プラットホームおよび押す版はテスト圧力によって必要な硬度の条件を満たし表面は変形、損傷、傷、錆および他の現象から自由である。電池の厚さが測定されるとき、電池は高精度の変位センサーによって最初に押され、次にテストされる。
2) 厚さテストのための2つの測定の表面に関連して、ねじ穴か円柱穴は設置ハンドル、持ち上がるリングおよび他の持ち上がる設備と測定に用具を使うことを促進するように取付けられているべきである。
3) 圧力に閉ループ制御を実現できる警報監視装置がある。(圧力を制御するのに厚さの方向は電気シリンダー ドライブを使用し圧力センサーのフィードバック力がある)。
6. 血しょうクリーニングの条件:
1) 血しょうクリーニング変数は調節することができる;クリーニング電池(最下表面をきれいにするための予約場所)の2つの大きい側面そして双方は、装置バイヤーの後で排気ガスの排出、排気ガスの排出のサイズおよび浄化の製造業者のために予約付加的な条件を定めるためにである。
2) クリーニングの間の細胞の表面温度は60℃を超過しない。
7. 包絡の条件
1) 側面からの開始を囲めば、4人の側面(2つの大きい側面および双方)の青いフィルムは上およびボトム エッジと折られる。メカニズムの設計は底および5つの側面で囲む開始の科学技術の条件を満たすべきである(を含む底)。
2) そこに包囲の後に各ラミネーションの表面に明らかなmisplacement、歪むこと、泡、折りたたみ、電池の漏出および他の望ましくない現象べきである。細部は次の通りある:(1)で発生する泡はプロセスを囲む:の直径は受諾可能な3mm 3から8mmが1つを可能にしたよりより少しより8mmの、最下の直径である許可されない表面(4つの側面)をである、3から許可される8mm受諾可能な3mm大きい直径よりより少し囲む;青いフィルムの損傷によって露出される白い貝を許可してはいけない;青いフィルムののりはギャップ、青いフィルムの端をもたらすために近くないし、焦げ付き防止の長さ間の青いフィルムは10mmよりより少しである;歪む最下のヘム:割り当てられない;でこぼこにより青いフィルムの表面の折目によって引き起こした:各ストリップは幅の2mm、10mm以下よりより少し長さに、そして以上3つのストリップ総計でではない;棒のコラムの端の青いフィルムは歪んだ:青いフィルムが棒のコラムの主任よりもっと端を棒のコラムの端の青いフィルムの突起によって余りに長く引き起こされて去らない注意しない;封筒の青いフィルムの表面のストリップの跡の後:割り当てられない。
3) の表面の折る次元はである3mmまで囲む、折る端は棒のコラムの側面に上ることができないし二次元コードはカバーされない。側面の折目の重複4-5mmの最下の折目のサイズ(側面) 10-15mm。
4) ペーパー不足のための自動探知装置がある。供給時間損失は単一行生産の効率の6ppmの条件を満たすべきである。
5) 付着力圧力および位置は54173200および54173170の転換の条件を満たすために調節することができる。
8. 絶縁材のテスト要件
1) 囲まれた電池の絶縁材の性能は4つの側面(広い表面および狭い表面)の圧縮の状態の下でテストされる。
2) 「chroma19032」絶縁材および電圧抵抗力がある装置を選びなさい。それは電圧および絶縁抵抗の組合せそして連続的なテストを同時に実現できる。テスト圧力、テスト電圧、基準の流れおよびテスト時間は調節することができる。
3) 54173200および54173170スイッチと互換性がある。
4) 絶縁試験および口径測定用具を提供しなさい。
9. 絶縁材のガスケットを付けるための条件
1) 焦げ付き防止のペーパーの皮をむき、電池の上の貼りなさい。
2) 絶縁材シートは歪むこと、膨張または損傷なしでしっかりと貼られる;ノンストップ供給は実現することができる;付着の正確さ±0.5mm。
3) 供給の頻度は頻度≥1h/時間に燃料を補給する条件を満たせるべきで、物質的な警報を逃すことの機能がある。













