
高精度な電池の生産設備のフル オートのコータ
1.3の主要なモジュールおよび機能:
機能技術的要求事項
1つの機械手材料に傷電池、適用範囲が広い設計、ふたの固定メカニズムを持つ必要性を防ぐために荷を積み、荷を下します
電池が圧力降下および電源切れのような緊急時の条件の下で落ちないことを確認するために圧力把握電磁弁によって装備されている
3. 衝突を避けるためにきちんと整っていた後入って来る材料をつかんで下さい
次に最下ブラケット、持ち上がる中間のメカニズムが最下ブラケットにマイクロ変形をする、そして分離に押されるメカニズムの双方底を付けて下さいときによる危険を複数の吸引のまたはない最下ブラケットの防ぐために与えるブラケット1に。
2. 最下のホールダーはわずかに変形します、装置は変形と互換性がありそして効果的に落ちることを防ぐことができます
フィルムの吸収を防ぐために真空のメートル警報を使用して、分かれるフィルムの抵抗を高めるためにねじを分けるフィルムを使用して多数の吸引または吸引の危険を、防ぐために与えるマイラーの供給の文書1。
2. マイラー アセンブリの後で、媒体への長さおよび幅の方向の偏差は≤0.5mmです。
マイラー物質的な解放の反保持装置との3つは、材料が後方に置かれることを防ぎます。
供給の量は同時に≥300EAであり、供給周期は≥60分です
Mylynおよび基質の熱い溶解1つの有効な溶接区域≥50%。
2. マイラーおよび基質の熱い白くなることの後で正確さを置くこと:±0.5mm.
3. 脈拍の溶接方法、ワイヤー デッサン無し、事実上の溶接;溶接印刷物の張力>10N。
4. 溶接区域≤0.3mmの突出の高さ;温度調整の範囲は130-300℃から調節可能です。熱い溶解の温度と実際の温度の設定の価値の違いは≤±3℃です。設定値は±1℃です。
マイラーの有効な溶接区域は細胞に塗り、プラスチック カバー1が付いている熱い溶解は≥50%です
2つの脈拍の溶接方法、ワイヤー デッサン無し、事実上の溶接無し。
3. 溶接区域の突出の高さは≤0.3mmです。
4. マイラーのトップ エッジと上のふたのGAIMEN間の間隔は最終的なデッサンによって定められます。装置は最終的なデッサンに応じて幅を溶接するトップ・カバーのプラスチック部品≥4.5mmの(最終的なデッサンに応じて)包装の高さを達成できます
溶接部の正確さの位置:±0.2mm.
6. 溶接の印刷のサイズの正確さ:±0.2mm.
マイラーは、細胞傷付きませんでしたり、decarburize傷付きませんでしたり、折りません。
8. 溶接の印は細胞のダイヤフラムに溶接されません;熱い溶解の温度と実際の温度の設定の価値の違いは≤±3℃です。
入って来る材料の理由に加えて、マイラーの包装の堅さは貝に影響を与えることができません。
10熱い溶解の時間≤3s (熱い溶解の効果を保障するため)、正確さ±0.1s、調節可能な0~10s (熱い溶解の時間の記録を作る必要性)、熱い溶解の時間制御方式の精密:設定値±0.1sを、警報を越えて、たどることができるデータ リアルタイムの記録。
調節可能な11の熱い溶解の温度130~300℃温度調整の精密:設定値±1℃を、警報を越えて、たどることができるデータ リアルタイムの記録。
継続、壊れたテープ、ビスコース、等を保障する無し接着剤1の接着剤(入って来る物質的な問題を除いて)
それは15mm~70mmの幅のテープと互換性があります;(テープ指定は最終的な設計デッサンに応じてあります)
frillingはの薄板になる細胞、5~50mmの長さの「L」接着剤の1つの側面調節することができません
4ゴム製変更の時間≤2分
テープがきちんと整っているかどうか付着力テストは、unglued細胞排出されます
1信頼できる把握か、材料の落ちるか、またはわなに掛けられた材料のメカニズム操作≤±0.05mmの繰り返された精密を消さない電池
2. マニピュレーターの適用範囲が広い設計は金属から、プロダクトと接触するマニピュレーターのような部分成っていることができません
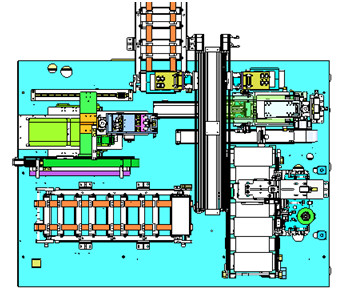
1.3.1Mylarフィルムおよび基質の供給
この装置が主に電池の底ホールダー シートのアセンブリ(熱い融合)を実現するのに使用され、マイラーのフィルム、細胞の封筒(熱い融合)、接着剤および他の機能(次の図は実際の設計に応じて図式的な図表、です)は次図で、特定のプロセス示されています(参照だけのために)。
材料を中間を通して取るときマイラーのフィルムおよび底板の供給はマイラーのフィルムで主に構成され、マイラーのフィルムとフィルムと基質と基質の静電気の摩擦のために底板の供給のプラットホーム、イオン ファン、底板およびmylynの供給手、翻訳モジュール、等はそのの間で静電気を取除く吹くイオン風を通した、撮影するためにとフィルムの吸収導き、取る時期を防ぐために摩擦の両終わりにフィルムは、複数、多層分かれます。
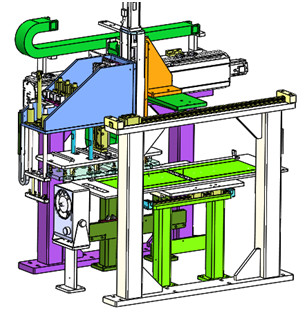
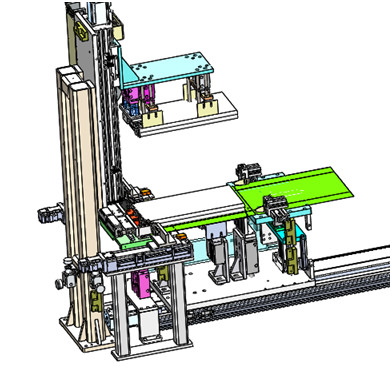
1.3.2の封筒の熱い溶解の位置
①の付着力のメカニズムはフィルムの配置のメカニズム、付着力の引きのメカニズム、付着力の切断のメカニズムおよび付着力の装填装置で主に構成されます。電池が固定である前に接着剤の囲まれた電池の尾接着剤の主要な認識は、電池の尾に、付着力の装填装置録音します;ゴム製装填装置にまたはゴム・ベルトがか、スタッフにゴム・ベルトを取り替えるために思い出させるか、または時間のゴムを再度切るために吸われないゴムが行方不明のありとき警報を与える真空警報装置が。
③ 1.4の基本装置変数
⑤ (1)の実際の容量:≥6PPM;
⑦ (2)装置の収穫:99.5% (悪い入って来る材料を除いて)
⑨ (3)装置力:≥98%
11マイラーのフィルムおよび基質の供給時間≥60分;
13 (5)総力:≤20KW.
15 6つの構成電源:AC380 V±10% 50HZ、25A±10%
16
17 . 圧縮空気:圧力≥0.5~ 0.65mpaの流れ≥200L/分の稼働率50% (顧客が提供する圧縮空気装置の真空管の入口の外の直径は16のmmです);
19の床負荷条件:≥750kg/㎡;
20. 出現色:党a色板の条件に従って作られる;
21の真空の源:-90kpa (顧客が提供する真空の源装置の真空管の入口の外の直径は12mmです);
1. 新しい装置の約束
私達の会社は顧客に提供される商品が真新しく、完全な未使用装置であることを保証します。
2. 機密性の責任
私達の会社は党の許可書なしで、他の党の関連デッサン、技術情報、ビジネス情報および他のビジネスの秘密および技術秘密がどうにか第三者に漏ってはならないと約束します。
3. 売り上げ後のサービスの責任
(1)装置の郵送物の日付からの2か月、党Bは1年以内の時機を得た、自由な保証の人間でない欠陥に責任があります(装置が不良なとき、売り上げ後のサービスのスタッフは通告を受け取った後2時間以内に答えます。状態に従って、人員は48時間以内になります。後でより60時間、生産の継続をバイヤーによって保障するため;
(2)装置の後で問題があれば保証期間を、2党伝達し合い、取扱いますそれを渡しました。必要ならば、アフターセールスの人員はそれを修理するために送られ費用だけ満たされます。Zh
(3) 2党によって署名した契約および技術的な一致で規定された保証期間の間に会社は私達のプロダクトの正常な使用の間に人間の損傷によって起こされない質問題に保証を提供します。













