
Zc Lm18dの自動ラミネーション機械半自動薄板になる機械
ZC-LM18Dの半自動スタッカー
装置への1つの紹介
1.1使用
装置はリチウム イオン力電池のZ型の積み重ねで使用される。
装置は副位置の場所、人工的な押しのロボットにZ型道、自動積み重ねの人工的な切られたダイヤフラム、人工的な接着剤、人工的な材料を取るために人工的な上部の棒を含んでいる。
1.2特徴
人工的な接触を積み重ねプロセスの間に減らしなさい、中心の内部の短絡そして自己放電を減らしなさい;
ダイヤフラムは積極的にロールを、張力一貫性よい解放する;
高精度;
装置は安定している;
ユーザー フレンドリーの設計は作動しやすい。
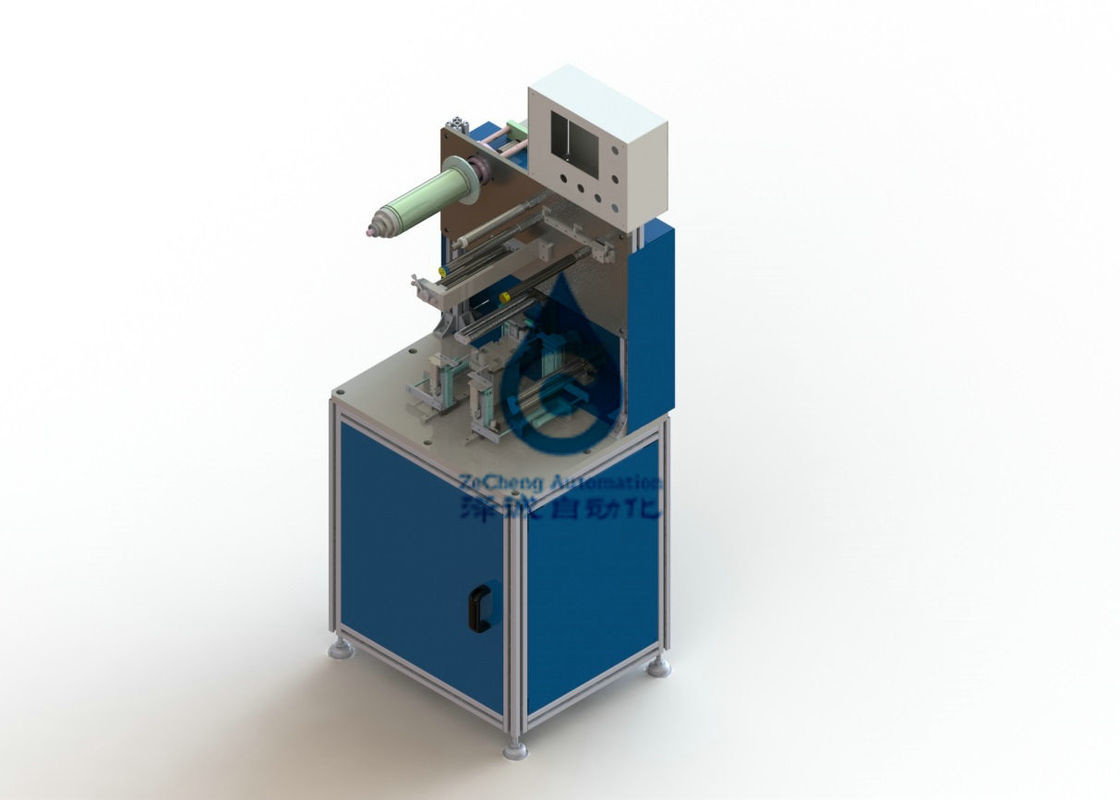
1.3レイアウトの設計図
![]()
装置の重量:総重量の実際の重量、制御および500kg/m2のload-bearing区域の比率に基づいて180kgについて。
![]()
1.4構造および機能
| NO.1 | システム | 記述しなさい |
| 1 | 支援システム | 基質ボディを含んでいる。基質の主体は全体的に見ると支え、固定役割装置をする; |
| 2 | ダイヤフラムのほどくシステム |
ダイヤフラムのほどくアセンブリおよび張力アセンブリを含んでいる。
ダイヤフラムのほどく部品:ダイヤフラムのコイルはダイヤフラムと基質間の縦の間隔の一貫性を保ち、ダイヤフラムの連続的なほどくことを実現するのにdcモーターを使用する拡張の原則によって固定される。
張力部品:よい張力一貫性。
|
| 3 | ポーランド人の二次位置方式 |
軒桁は二次位置のプラットホームに手動で置かれ、軒桁は機械的に置かれる。
|
| 5 | 物質的な検索のためのマニプレータ システム |
手動で繰り返された位置の正確さを保障する機械限界を使用してz型のダイヤフラム道に沿って、動くためにマニピュレーターを左右に押しなさい;
マニピュレーターは棒は棒を取り、置くことの過程において傷つかないことを保障する版を取るとき真空の吸盤を採用する、;
|
| 6 | 主要な積層システム |
ラミネーションのテーブルは軒桁はラミネーションの間に移らないことを保障するためにそれぞれラミネーションのテーブルの肯定的で、否定的な版を握る4つの版押すメカニズムを与えられる。
薄板になるプロセスの間に、プラットホームの降下は手動ノブによって手動で調節される。 |
| 7 | ダイヤフラムの切断システム | ラミネーションが完了した後、ダイヤフラムは手動で断ち切られる。 |
| 8 | 制御システム | PLCを含んで、システム・ソフトウェアは、装置の全面的な操作を制御する; |
| いいえ。 | システム | DESCREP |
| 1 | 支援システム | 基質ボディを含んでいる。基質の主体は全体的に見ると支え、固定役割装置をする; |
| 2 | ダイヤフラムのほどくシステム |
ダイヤフラムのほどくアセンブリおよび張力アセンブリを含んでいる。
ダイヤフラムのほどく部品:ダイヤフラムのコイルはダイヤフラムと基質間の縦の間隔の一貫性を保ち、ダイヤフラムの連続的なほどくことを実現するのにdcモーターを使用する拡張の原則によって固定される。
張力部品:よい張力一貫性。
|
| 3 | ポーランド人の二次位置方式 | 軒桁は二次位置のプラットホームに手動で置かれ、軒桁は機械的に置かれる。 |
| 5 | 物質的な検索のためのマニプレータ システム |
手動で繰り返された位置の正確さを保障する機械限界を使用してz型のダイヤフラム道に沿って、動くためにマニピュレーターを左右に押しなさい;
マニピュレーターは棒は棒を取り、置くことの過程において傷つかないことを保障する版を取るとき真空の吸盤を採用する、; |
| 6 | 主要な積層システム |
手動で繰り返された位置の正確さを保障する機械限界を使用してz型のダイヤフラム道に沿って、動くためにマニピュレーターを左右に押しなさい;
マニピュレーターは棒は棒を取り、置くことの過程において傷つかないことを保障する版を取るとき真空の吸盤を採用する、; |
| 7 | ダイヤフラムの切断システム | ラミネーションが完了した後、ダイヤフラムは手動で断ち切られる。 |
| 8 | 制御システム | PLCを含んで、システム・ソフトウェアは、装置の全面的な操作を制御する; |
11.5の主要なコンポーネント
| NO.1 | 名前は言う | ブランド |
| 1 | シリンダーおよび電池弁 | SMC/AirTAC |
| 2 | PLC | OMRON |
2. 装置の適当で物質的な条件
適当な材料の2.1規模
|
機械ゲージの箱 プロジェクト |
DSP-SS-C | ||
|
材料
指定 |
磁極片 | 肯定的な長さ/許容(mm) | 100~200/0.2 (北極の耳を除いて) |
| 肯定的な幅/許容(mm) | 70~130/0.2 | ||
| 否定的な長さ/許容(mm) | 100~200/0.2 (北極の耳を除いて) | ||
| 否定的な幅/許容(mm) | 70~130/0.2 | ||
| 肯定的な棒(mm)の厚さ | 0.10-0.28 | ||
| 陽極(mm)の厚さ | 0.10-0.28 | ||
| ダイヤフラム | 幅(mm) | 80-205 | |
| 厚さ(m) | 20-45 | ||
| 最高の外径(mm) | φ250 | ||
| ペーパー管(mm)の内部の直径 | 3" | ||
2.2の入って来る物質的な条件
3. 装置の製造の製品仕様書
製造することができる3.1の製品仕様書
| プロジェクト | 範囲(mm) | |
| Hの厚さ | 7~30 | |
| Wの幅 | 70~130 | |
| 長さL (北極の耳を除いて) | 100~200 |
注:異なった指定の版を薄板にするとき、移動可能な底板のような他の部分の位置を調節することは必要燃料を補給する箱の位置の版であり。
主要な変更項目は次の通りある(参照のために)
| 変更のサイズの範囲 | 変更のための主要な材料 | HuanXingの時間 |
| サイズの調節:0 | 10mm | 二次位置のメカニズム:底板の二次位置 | 0.5時間以内に |
| サイズの調節:10 | 50mm | 二次位置のメカニズム:二次位置の床のマニピュレーターのメカニズム:内部マニピュレーターの吸盤の版の薄板になるテーブルのメカニズム:底板 | 1時間以内に |
| 50mmの上のサイズの調節 |
二次位置のメカニズム:バッフルを置く二次位置の支承板
マニピュレーターのメカニズム:内部マニピュレーターの吸盤の版の薄板になるテーブルのメカニズム:底板、サポート版 |
1.5時間以内に |
4. 装置変数
4.1の主要なパフォーマンス パラメータ
|
機械指定 プロジェクト |
DSP-SS-C | |
|
|
積み重ねる速度(S/の切れ)を | 3.0-4.0s (操作の実力と関連している) |
| 棒とダイヤフラム間の直線の正確さ | 中心の偏差より少しより0.5mm (縦方向)の | |
| ダイヤフラムの直線の正確さへのダイヤフラム | 端の表面の直線の偏差は0.5mmよりより少しである | |
| 単一の破片の直線の正確さ | ±0.2mm | |
| 棒の全面的な直線の正確さ | ±0.5mm | |
| 一度だけの破片の取付け(h)の作業時間 | 0.5 | |
| 薄板にされるの数 | 置くことができる | |
| プロダクト パス率 | ≥98% | |
| 装置動き率 | ≥95% | |
4.2の他の変数
| NO.1 | プロジェクト | 標準を参照する | ノートのため |
| 1 | 装置の出現色 | 国際規格の暖かい灰1C | 顧客によって指定されるまたは |
| 2 | インターフェイス | 中国語 | |
| 3 | 装置の騒音 | 80dB (音の皮をむくテープのような物質的な理由を除く、) | 装置からの測定1m |
| 4 |
装置のネームプレート
|
装置の名前、モデル、電源、工場数、等を含んでいること | |
| 5 | 安全基準 | 参照5226.1 GB | 機械/電気および保護安全要求事項 |
5. 装置の使用環境
6. 装置配達リスト
6.1の任意項目
| NO.1 | 名前は言う | 量 | 時間を堤出しなさい | ノートのため |
| 1 | 特別なダバッギングおよび維持用具 | セット/セット1 | 配達時 | 内部の六角形のレンチ |
| 2 |
下記のものを含んでいる操作指示:
1. 装置操作の指示;
1. 2.装置の修理および維持; |
1組の | 配達時 | |
| 3 | パッキング リストおよびプロダクト資格の証明書 | セット/セット1 | 配達時 | |
| 4 | 身に着けている部品PDFのデッサン | 1組の | 配達時 |
身に着けている部品の6.2リスト
党aは必要ならばそれを別に購入するかもしれない。
| NO.1 | 名前は言う | ゲージ、 | シングル・ビット | 量 | ノートのため |
| 1 | 真空のチャック | / | PCS | 20 | 機械化の部品 |
7装置の受諾
7.1の受諾プロダクト モデル:記事3.3の1つのプロダクトは受諾モデルとして使用される。
7.2の受諾プロセス
受諾は2つの段階に分けられる:前受諾および検収完了。
受入品は党a.によって提供される。
次の通り前受諾に必要な材料および量はある:
| NO.1 | 材料の名前 | 量 | ノートのため |
| 1 | 肯定的な版 | 100部分 | |
| 2 | 陰極の部分 | 100片 | |
| 3 | ダイヤフラム | 容積1 | 量は磁極片と一致する |
| NO.1 | 材料の名前 | 量 | ノートのため |
| 1 | 肯定的な版 | 200部分 | |
| 2 | 陰極の部分 | 200 | 部分 |
| 3 | ダイヤフラム | 容積1 | 量は磁極片と一致する |
7.2.1前受諾
前受諾は党b工場で行なわれる。
受諾項目は下記のものを含んでいる:
装置機能;
装置の出現;
装置の性能:指定ターゲットの80%以下;
受け入れ検査が終了次第、党aおよび党bの代表は装置の輸送のための基礎として共同で前受諾のレポートに署名する。
党aが党b工場で受け入れ検査を行なわなければ党bは署名および確認のためのaをパーティを楽しむために前受諾のレポートを堤出する。
7.2.2検収完了
検収完了は党a工場で行なわれる。
党aは装置のインストールおよび依託の確認書を装置のインストールおよび依託の完了の後の3仕事日以内のbをパーティを楽しむ出す。装置が当然の配達の後の7日以内にaをパーティを楽しむこと取付けられ、デバッグすることができなければ取付けおよびダバッギングは完了すると考えられる。
技術的な一致で一致する条件を満たした後党aは取付けの完了および装置のダバッギングの後の3日以内の検収完了の点検を組織し。
合格基準は記事4.に従ってある。
不適当な項目があれば、党bは改正をする。改正が完了した後、不適当な項目は再度点検され、受け入れられる。
党aは装置の最終検査の後の3仕事日以内のbをパーティを楽しむために文書による製品受容の証明書を出す。検収完了が15日(2つの条件の1つは会う)党aの理由による装置のインストールおよびデバッギングの完了または100つのプロダクトの累積的な生産の後の遂行することができないし、党aが文書による質問を上げなければ検収完了は修飾されると考えられる。
装置はこの一致で指定された受諾モデルに従ってデバッグされる。党aは党bがタイプ変更のダバッギングに協力することを必要とすれば装置の検収完了の後で実行される。
8売り上げ後のサービス
aをパーティを楽しむ装置の到着の日付から党bは1年以内の非欠陥の自由な、時機を得た保証に責任がある(党bは保証を受け取った後12時間以内に答える)。1年以上の場合には、党bはアフターセールスの維持の時機を得た援助、党aは関連した材料および維持費を支払う。
9. 両方の党の権利そして義務
| NO.1 | プロジェクト | 責任 | ノート(」XX 「は引き受ける党を意味する) | |
| 党a | 党b | |||
| 1 | 基礎構造 | ○ | 必要道具 | |
| 2 | 党bは場所の材料をデバッグする | ○ |
党b通知を受取り次第提供される
|
|
| 3 | 輸送 | ○ | ||
| 4 | 荷を下す処理 | ○ | 設置位置を置き、固定しなさい | |
| 5 | 装置の支持の状態 | ○ | ||
| 6 | 空気配管構造 | ○ | 圧力は安定する要求され空気源は関連した変数条件を満たす | |
| 7 | 電気構造 | ○ | 独立した電源スイッチは要求され、必要な場合力の調整装置は加えられる | |
| 8 |
配線
空気 |
○ | 独立した空気スイッチおよび空気源インターフェイスは要求される | |
| 9 |
二次配線
上以外ワイヤーで縛ること
ケーブルの準備 |
○ | ひかれた水路の配線は機械の間で使用される | |
| 10 |
取付けおよびダバッギング
力、圧縮空気、チューナー材料 |
○ | ○ |
党aは党aに協力するために関連したオペレータ、維持の人員および技術的な人員を整理する
|
| 11 |
訓練
11.1列車装置および装置の共通の失敗を用いる取り引きを正しく作動させるために党aによって示される人員;
11.2は訓練の内容全体の制御システムおよび機械システムの維持の知識を含み、訓練資料を提供する;
11.3党aは党b.によって訓練されなかったし、承認されなかった人員による装置の操作によって引き起こされたすべての損失に耐える。 |
○ | ○ | 党aは修理され、自由に取り替えることができない人員を示す;党bは2つの自由な訓練の機会および充満を三度提供する:旅費。 |
| 12 |
機密性節
12.1に他の党の許可なしではどうにかあらゆる第三者に各党機密他の党によって提供して技術的なデータおよび文書をおく義務がありそれらを送信しなかったりまたは表わさない;
12.2党aはそのような装置を単独でコピーしないことを引き受けるかまたは他のどの第三者も、さもなければ、党b.に引き起こされたすべての損失に耐える。 |
○ | ○ | |
| 13 |
プロダクト更新:
bの技術的な開発を、装置のパーティを楽しむ、賦課金は党b改善および性能の改善党a要求で改善に責任があり、党bは変形の費用だけを満たす;
|
○ | ○ | |













