
Supercapacitor電池のパックの一貫作業貝の圧延の溝のシーリング機械
貝-圧延の溝ライン
装置機能および主義への1.1紹介:
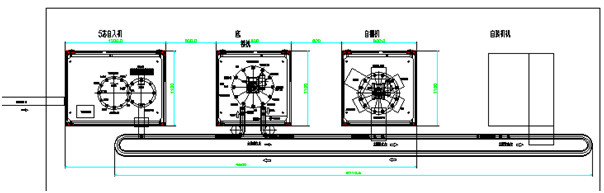
自動一貫作業は自動貝の送り装置、自動溝のローラーおよび円のコンベヤー ラインで構成されます。その中で、直径形づく、アルミニウム貝の否定的な電極の耳の裸の細胞、外の直径自動形成測定する、棒の折る耳、自動供給、吹くクリーニングおよび自動貝の供給の両終わりに掃除機をかけることの機能を実現するのに、自動貝供給機械が使用されています。自動溝の圧延機が自動潤滑油の注入の機能、電池の溝の圧延およびシーリングを実現するのに使用され生産ラインの各単位の電池の兵站学周期を実現するのにリング ラインが使用されています。
装置の1.2全面的な出現(デッサンと)
1.2.1全面的なサイズ:長さ:4500mm xの幅:1200mm xの高さ:1600mm;
1.2.2出現:重点を置かれた台枠は正方形パスの溶接の構造を採用し、上部のシーリング フレームはプレキシガラスと密封されるアルミ合金のプロフィールの構造を採用します;
1.2.3操作インターフェイス:各装置は作動し易い維持すること容易独自に作動させたタッチ画面が装備され、;
装置の1.3の主要なコンポーネント
1.3.1の空気の部品:日本のSMCプロダクト;
1.3.2電気制御システム:PLCは日本のOMRONプロダクトを採用し、タッチ画面はEVIEWプロダクトを採用します;
1.3.3線形ガイド・レール、球ねじ、線形軸受け、等:HAIWINプロダクトは採用されます;
1.3.4サーボ モーター:松下電器産業プロダクトは使用されます;ステッピング モーター:日本の鳥取三洋電機の会社のプロダクトを使用して;
1.3.5視覚処理システム:日本のKEYENCEプロダクト;
1.3.6スポット溶接の電源:日本のmiyakiの会社の8000Aプロダクト;
1.3.7回転式ディバイダー:台湾の黄褐色の系列会社のプロダクトは採用されます;
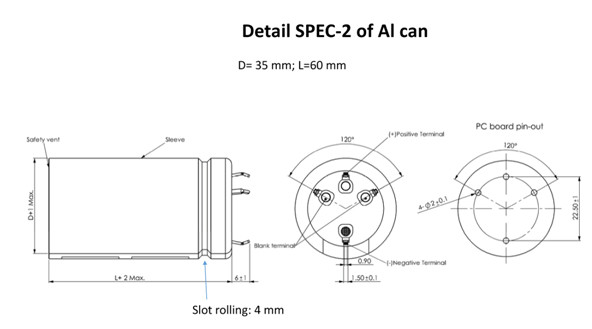
2. 生産ラインのための入って来る材料そして適した製品仕様書
作り出す装置がことができる2.1製品仕様書の範囲:35600のシリーズ プロダクト;
2.2北極の耳の形態:1つの肯定的な耳;1つの否定的な電極の耳;肯定的で、否定的な電極の耳は縦の州に電池が供給されるときあるべきです。
2.3は細胞の直径の許容範囲自動アルミニウム貝のローディングの条件を満たせます。
III.装置の技術的な変数
装置プロダクトの3.1修飾された率:≥95% (機械によって引き起こされる悪いプロダクトが原因で)
3.2装置の容量/速度:20PPM;
3.3設備故障率:≤5% (装置だけによって引き起こされる失敗)
電気3.4装置:電圧AC220±10%の力10KW
3.5圧縮空気:0.6mpa
3.6よい人間工学的の性能は機械設計で実現されるべきです;
3.7アルミニウム、ステンレス鋼または電気めっきは機械の構造材料として好まれます;
4、各機械仕事の主義および簡潔な説明
4.1自動電池の供給機械
装置機能および主義への4.1.1紹介:
自動電池供給機械は両端に35600の電池の自動につかむこと、塵抽出、電池実現するのに、置き、形づく陰極のラグナットの機能を形づく使用されているフル オートの生産設備、直径の測定、棒の折りたたみのラグナット、アルミニウム貝の供給の、アルミニウム貝の引きつけられる塵、電池の自動供給および自動削除はです。
自動貝の供給機械がフル オートの方法、電池を採用する電池は前順序の引きベルトからの自動取って来るロボットの方法によるワークステーションにつかむ自動的に入り、負荷は、電池の貝の供給サイロの積み重なる方法、陽性の自動同一証明および陰性を採用します。
4.2.2装置の行為流れ
不適当な電池-ポジシァヨナーの回転および2本の棒の耳のプラスチックの構成を造り直す耳の否定的な棒の耳の位置取り除くために自動場所に電池供給の-盗品のロボットを取って来る電池を決定すれば自動的に塵、美容整形外科医およびプラスチック電池を作るために自動テスト細胞の直径を得るように据え付け品を置くことは電池への回転式のダイヤルに置かれます-送るドローストリングは据え付け品に-を電池の取って来ることの下で陽極耳-アルミニウム貝の自動供給の自動同一証明(陽性および負の方向)および自動的にアルミニウム貝アルミニウム貝の塵抽出、電池、自動ローディングのアルミニウム貝に据え付け品を置く小さいダイヤルに-で自動に曲がること回転マニピュレーター180を°の回しますコンベヤーのラインおよび電気はコンベヤー ラインに沿うafterworkの場所にプール運ばれます。
主要なコンポーネントの4.1.3構成
電気細胞の4.1.3.1の充満ロボット:4 dofロボットが電気細胞の自動充満を実現するのに使用されています。
アルミニウム貝の4.1.3.2の自動供給システム:それは収納用の箱、回転式装填装置、モーター、減力剤、アルミニウム電池アルミニウム貝の自動供給を実現するのに使用されている貝前部および背部探知装置で、等構成されます。
4.1.3.3の12場所の回転式のダイヤル:、ジグ、12場所インデクシング ディスク、等を置くモーター セット、1つが減力剤、12場所の回転式ディバイダー、電磁クラッチから成っていて各場所で電池の置き、締め金で止め、そして回転伝達を実現するのに使用されています。
4.1.3.4の6場所の回転式のダイヤル:、版、等を分けるジグをモーター セット、1つは減力剤、6場所の回転式ディバイダーから成っていて電池の貝伝達および電池の細胞集合体のために置いて使用されます。
場所を形づける4.1.3.5電池:それは、および送電線からの電池をつかみ、巻くことの後の形づけ、そして電池の外の直径を電池の外の直径を検出するために使用される検出センサー形づく、電池のための充満マニピュレーターで、締め金で止める手等構成されます。
否定的な電極の耳の場所を置く4.1.3.6:それは電気細胞の否定的な電極の耳の位置を実現するのに使用されている否定的な電極の耳、等の自動回転装置そして位置の検出のメカニズムで構成されます。
場所を形づける4.1.3.7の否定的な耳:それはそれぞれ2つの否定的な耳を形づけるために使用される検出センサー構成されます、および締め金で止める形成のメカニズムで。
否定的なラグナットの4.1.3.8の自動曲がる場所:それは否定的なラグナットの自動に曲がることを実現するのに使用されている否定的なラグナットのメカニズムそして2つの自動曲がるメカニズムを置く電気細胞で構成されます。
電気細胞の4.1.3.9の充電ステーション:それは電気細胞のメカニズム、自動充満メカニズム、検出電気細胞の自動充満を実現するのに使用されているセンサー、等を置くアルミニウム貝で構成されます。
4.1.3.10電池の回転式排出の場所:それは回転アルミニウム貝に負荷の後で口から弾かれるべき電池細胞を実現し、円の運搬ラインの電池の基盤に底に縦に入るのに使用されているマニピュレーター、等をつかむことで構成されます。
4.3自動スロット圧延機
装置機能および主義への4.3.1紹介:
この自動溝の圧延機は35600円柱電池の自動溝の圧延を実現するのに使用されているフル オートの生産設備です。溝の次元の精密は次の通りあります(党a)の実際の電池の貝そして帽子に従って変更され、調節することができます:
ロール スロット サイズ
据え付け品を置く回転式のダイヤルに取って来る回転マニピュレーター電池を通した交通機関ラインを使って電池の基盤を使って、(2つa)は次の仕事の各位置のために、分割ディスクされます:細胞壁のコーティングに破損、短絡、自動検出、自動切断、等があるかどうか見るために溝のアルミニウム貝を転がす後電池の貝の自動注入、自動ロール溝、真空は塵および検出を吸いました。圧延の溝が完了した後、電池はリング コンベヤー ラインと共に運ばれ、電池は基盤から手動で取られ、回転ディスクに入ります。
4.3.2装置行為流れ
車輪へのコンベヤー ラインによってシャーシ電池によって取って来る回転式マニピュレーター電池および細胞壁のコーティングに据え付け品2を(1) - >自動検出および電池の貝のスプレーの有無にかかわらず電池-自動ロール溝-引きつけられる塵および電池の貝によって壊される真空テストに掃除機をかけて下さい- >電池の短絡テスト置く内部の車輪に自動削除与えれば。
主要なコンポーネントの4.3.3構成
4.3.3.1の6場所の回転式のダイヤル:それは電池の置き、締め金で止め、そして各場所の回転伝達を実現するのに使用されているダイヤル、等を分けるモーター、減力剤、6場所の回転式ディバイダー、電磁クラッチ、位置のジグおよび6場所で構成されます。
上部の(より低い)供給のマニピュレーターを回す4.3.3.2:それは回転メカニズム、上部および下の移動メカニズム、空気据え付け品を、検出運搬ラインからの溝の圧延機への電池の自動与え、排出を実現するのに使用されているセンサー置く、指、電池等交換する二段式180°で構成されます。
4.3.3.3電池のローディングの検出および自動オイルの注入の場所:検出センサー、自動オイルの注入装置、固定ブラケット、等で圧延の溝の間に電池の貝の歯切り工具の摩擦を減らす電池の貝の表面に電池のローディングおよび潤滑油の注入があるかどうか確認するために使用される構成されます。
4.3.3.4の自動圧延の溝の場所:それは電池の伸縮性がある持ち上がるメカニズムで構成され、メカニズム、指導の心棒の回転用具の頭部、カム タイプの装填装置を置き、電池の自動圧延の溝を実現するためにメカニズムを押します。
4.3.3.5の真空の吸引塵およびアルミニウムは損傷の検出の場所を殻から取り出します:それは動きのメカニズムの上下に、真空の吸引のメカニズム、真空の検出のメカニズム、等で電池の内部の壁からの塵抽出のためにアルミニウム貝の損傷の溝そして検出を転がした後使用される構成されます。
4.3.3.6の絶縁試験の場所:それは動きの調査の上下に、検出センサー、絶縁材のテスター、等で構成されます。
4.3.3.7の自動つく位置:それはup-downの動きのメカニズムで、回転動きのメカニズムおよび電池の内部の壁の自動につくことを実現するのに使用されているつくシステム、等構成されます。
4.4環状のコンベヤー ライン
この送電線が生産ラインの各場所の電池の循環を(シャーシに取付けられている)実現するのに使用されています。対応する場所は停止停止メカニズムおよび装填装置が装備されています。圧延の溝によって完了する電池は供給のマニピュレーターを通した転換の皿に荷を積まれます。
5:装置の概要構成および標準
5.1装置色:色板は勝ちます
機械、装置の≤ 80dbの騒音の外壁からの5.2測定の10MM
5.3は党a.の安全コードによって必要な州の関連した機械および電気機器の安全基準に装置およびすべての安全基準および条件従います。
5.4中国人の操作解説書をおよび設備保全マニュアルは添付します。
5.5購入された部品の電気管理図、空気制御の図表、指定、機械のソース コードおよび他の材料は任意に提供されます。
5.6は変化の取り替えにさまざまな部品のリストそしてデッサンを販売人バイヤーに与えます。
5.7の身に着けている部は装置に付します:
5.8は傷つきやすい部分のリストを、単位の名前、数、指定、モデルまたはデッサンの生命推定されるおよび他の情報ブランドを含んで提供します。
VI.装置のオペレーティング環境の条件
装置の6.1の重量:600Kgについて;装置のサイズ:長さの×の幅の×の高さ= 2100mm×1300mm×1540mm;
6.2. 周囲温度:党a研修会の環境によって定められる;
6.3は電源を制御します:単相220V、50HZの5KVA電圧変動範囲:+ 10%-10%;
6.4. 圧縮空気:乾燥の後、ろ過および圧力安定:出口圧力は5.0kg/cm2より大きいです;
6.5によっては場所の空気が妨げられていないことをaが保障しますパーティを楽しみます;
1. 新しい装置の約束
私達の会社は顧客に提供される商品が真新しく、完全な未使用装置であることを保証します。
2. 機密性の責任
私達の会社は党の許可書なしで、他の党の関連デッサン、技術情報、ビジネス情報および他のビジネスの秘密および技術秘密がどうにか第三者に漏ってはならないと約束します。
3. 売り上げ後のサービスの責任
(1)装置の郵送物の日付からの2か月、党Bは1年以内の時機を得た、自由な保証の人間でない欠陥に責任があります(装置が不良なとき、売り上げ後のサービスのスタッフは通告を受け取った後2時間以内に答えます。状態に従って、人員は48時間以内になります。後でより60時間、生産の継続をバイヤーによって保障するため;
(2)装置の後で問題があれば保証期間を、2党伝達し合い、取扱いますそれを渡しました。必要ならば、アフターセールスの人員はそれを修理するために送られ費用だけ満たされます。Zh
(3) 2党によって署名した契約および技術的な一致で規定された保証期間の間に会社は私達のプロダクトの正常な使用の間に人間の損傷によって起こされない質問題に保証を提供します。













