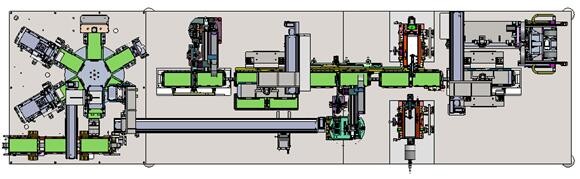
北極の超音波溶接機械1実際の生産容量:3PPM
2. アダプターおよび保護装置の供給時間は≥60分です
3. 装置の収穫:99.5% (不完全な入って来る材料を除いて)、装置の収穫:≥98%
移動プロセスの間に、細胞は据え付け品の保護を受けて移り、細胞と据え付け品間の相対的な変位は起こりません。細胞が機械の中でつかまえられる回数は3回以上べきではないです(機械に入り、去る細胞の数は含まれていません)。
1信頼できる把握か、材料の落ちるか、または引きずられた材料のメカニズム操作≤±0.05mmの繰り返された精密に与えない裸の細胞。
2. マニピュレーターの適用範囲が広い設計は、可動部分ワイヤー適用範囲が広いワイヤーです、金属材料がプロダクトが付いている直接接触のメカニズムか部分で使用されない注意しゴム パッドは機械グリッパーに加えられるべきです。
3. それはプロダクトが死および電源異常の突然の状態の下で落ちることを防ぐことができます。
4. 電気細胞の入って来る物質的な方向の反ごまかしの点検(スキャン コードの検出によって)。
短絡のこんにちは鍋の検出1。短絡の検出の間に、電極の耳は再度押され、テストされます。
2. こんにちは鍋のテスト時は3s、1.0から10.0sに調節可能でした。排出時間は1sであり、0.5~ 5.0sは調節可能です。こんにちは鍋の電圧DC100V、範囲DC 0~500Vの50Vギヤ;
3つはPLCシステムに戻って現在の値および電圧価値短絡の判断の正確さを保障するために同時に与えることができます。
超音波前溶接1。溶接の間に、そこに塵が電池細胞に落ちることを防ぐべき棒の耳の根にバッフルべきです;
2. 溶接する前に、電極の耳は電気細胞の電極の耳の位置の条件に従って造り直されます;
3. 塵取り外し装置は溶接プロセスに要求されます;
溶接の印の溶接区域そして数は顧客の科学技術の条件に従って溶接されます;
5. 粘着性がある基盤無しで溶接頭部を、取り替えことはやすく、便利です。溶接頭部および溶接の座席の使用の回数は≥ 300,000回であり、2回の間磨かれます。
棒の耳の1つの刃物の耐用年数は≥ 500,000回です;
2. カッターを取り替えること容易;
3. 切られたスクラップおよびスクラップの自動コレクション;
1. 切口の北極の耳は北極の耳を傷つけないで造り直されるべきです
2. 切断の後で棒の耳の塵を払って下さい;
1つのアルミニウム/銅の移動の版はシート材料の入って来る材料、与えるカートリッジ タイプ供給周期の形態を採用します:≥60分.
2. 接続の部分および電気細胞の位置の据え付け品は同じ基準に基づき接続の部分は電気細胞に関連して≤±0.5mmべきです。
3. 銅およびアルミニウム移動の版のローディングは接着から効果的に防がれます。
アルミニウム移動の版の厚さ:0.6-1.2mmの銅の移動の版の厚さ:0.4-1.2mm (特定の厚さはプロセス デッサンに応じてあります);
5. 保護シートおよび接続シートのローディングは複数のシートを吸収し、吸収することから防がれ、複数のシートを貯えるために3つの連続した回のための複数のシートを吸収するか、または吸収することに失敗すれば、不用な装置は取付けられます警報は与えられ;保護シートのローディングの場所は機能を保護することがなければなりません。
6. 正確さ≤0.5mmを置いているアセンブリはガスケット アダプターおよび≤0.5mmの間隔をあける端の中にあるように要求されます。
媒体≤±0.3mmにモジュール1を2個の細胞置く露出した細胞。
細胞の表面を傷付けないで下さい。
溶接区域を除いて、細胞の表面の残りは保護されるべきです。
4. 有効な手段は裸の電気細胞の衝突そして脱炭を防ぐために取られるべきです。電気細胞と接触する材料はすべての非金属です。
保護シートの供給モジュール1は棒のグループおよび棒の耳の超音波溶接の位置に置かれる、銅/アルミニウム保護シートは溶接の保護カバーによって固定されますアルミニウム/銅の保護シートの自動供給を実現し。
2. アルミニウム保護版の厚さの範囲:0.1-0.5mm;銅の保護版の厚さの範囲:一致させた後部棒のグループのパッケージの耳の上部に置かれる0.1-0.5mm (aを提供し、デッサンを提案します0.2mmをパーティを楽しんで下さい)。
3. アルミニウム/銅の保護シートはシート材料の入って来る材料、与えるカートリッジ タイプ供給周期の形態を採用します:≥60分.
装置は各棒のラグナットの1つの溶接の点が付いている各々の銅/アルミニウム棒のラグナットのための超音波溶接を、溶接の点サイズ行ないます:5*15mmは(特定地域は技術に応じてあります)、合計4回のために集まっていることの後で各棒のラグナットのために溶接する1つを行ない。
5. 正確さ≤0.5mmを置いているアセンブリはガスケット アダプターおよび≤0.5mmの間隔をあける端の中にあるように要求されます。
超音波溶接機械の超音波溶接モジュール1の設置基盤はXYZ 3の方向調節を実現X-Y軸線採用しますサーボ ドライブ自動調節をできます。
2. 超音波溶接の後で、プロダクトは点検に任意に選ばれました。縦の抗張力は> 100Nあり、横の抗張力は> 60Nありました。棒の耳と棒の耳と接続の部分間の溶接の接合箇所はバラバラにされ、次に付着し、除去の残り区域は溶接のひび、事実上の溶接、溶接のゆがみ、付着力の溶接頭部および接着剤の基盤のような現象を作り出さない≥ 60%です。
3. 溶接の局内電源は全体として保護され、吸引および塵取り外しのメカニズムが塵が電池に落ちることを防ぐために装備されます。働くプロセスの間のプロダクトと接触する保護部屋の環境の清潔は100,000クラスの条件より高いです。
溶接の間に、そこに塵が細胞に落ちることを防ぐべき棒の耳の根にバッフルべきです。
5. 超音波溶接変数はリアルタイム以内に監視され、変数がセットの範囲を超過すれば、警報は与えられます;超音波溶接ひび/分離させた欠陥はエネルギー フィードバック システムによって検出されました。
6. 粘着性がある基盤無しで溶接頭部を、取り替えことはやすく、便利です。溶接頭部および溶接の座席の使用の回数は≥ 150,000回であり、2回の間磨かれます。
超音波溶接のプロセス パラメータ:出力電力、広さ、溶接圧力および時間制御方式の精密:設定値±5%を;変数実時間ディスプレイの記録、たどること容易な地元の人の保存。
青い付着力モジュール1が超音波溶接の印刷位置の保護粘着テープを貼るのに使用されています。肯定的で、否定的な電極は上および底の合計の接着剤の8部分の接着剤の4部分です。棒のグループの溶接の点、棒のラグナットおよび部分をカバーすることを要求します。
テープ長さおよび接着剤の位置は調節することができます。
3. 悪い付着力の真空の検出および早期警報は作用します。
青い接着剤の存在を検出する色センサーがなければなりません。
5. 付着力の収穫≥99.5%、付着力の欠陥が次のプロセスに流れないことを確認するため。
ゴム≤2分を変える6停止。
1. 信頼できるつかむこと、落ちる材料無しまたは引きずられた材料、メカニズム≤±0.05mmの操作の繰返しの精密。
2. マニピュレーターの適用範囲が広い設計は非金属材料から、プロダクトの接触表面成り、物質的な検出のための反射器が装備されています。
細胞が移動プロセスの間に移らないし、圧力把握電磁弁がガスが断ち切られる時プロダクトが落ちないことを保障するために装備されていることを確認して下さい。
メカニズムに荷を積む電池は線形モジュール、ガイド、シリンダー、ガスの爪で主に構成され、圧力をかぎたばこを吸う停電がすぐに漏らされなくて場合圧縮のメカニズム、移動プロセスの電池の移動の主関数は同時に電池のような事故の状態をかぎたばこを吸うために停電を保障するために、シーリング タイプ電磁弁制御シリンダーで採用されて、効果的にラインを保つことができます、20分のためのライン圧力を保つことができます落ちないし。
超音波前溶接工の位置は超音波溶接工、メカニズムを押し、形づける真空管の、棒の耳で主に構成されます。超音波前溶接の前に、棒の耳の締め金で止め、形成のメカニズムは最初に棒の耳をきつく締め、前溶接の後の棒の耳がプロセスの条件に一貫していることを保障するそれから棒の耳はプロセスの条件に従って中間に造り直されます。溶接の条件に従う超音波前溶接2ポイントかライン。
切断のメカニズムは切断シリンダー、土台の座席、ガイドのコラム、上部および下の刃物およびごみ収集箱で主に構成されます。切断のための電気細胞の棒の耳の後の前溶接の主要な認識は何回も、生命の間、棒の耳の残りの部品を断ち切り、棒の耳、白い鋼鉄またはタングステン鋼鉄ナイフ、刃物を使用するカッターの均等性を修理することができます500,000回まで保障します。
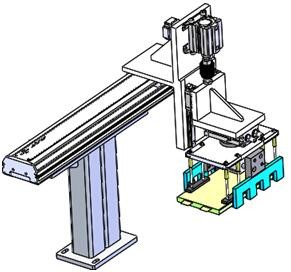
移動の版の装填装置は雑誌の構成され、モジュール排出で主に、二次位置のメカニズムおよび移動の版の移植のメカニズムを持ち上げます。それは主に正確に溶接の据え付け品の指定位置へ弾薬クリップに銅およびアルミニウム移動の版を置くことの機能を実現します。物質的な解放および移動の過程において2つの版の位置の正確さを保障するために、銅およびアルミニウム移動の版の形および厚さ、有効な検出および保持の訂正相違が原因で必要でであって下さい。移動の版の二次位置は必要溶接の据え付け品にそれらを置く前に位置の正確さを保障するためにです。同時に、アダプターは逆のmisplacementを防ぐためにテストされるべきです。
有効な反接着の手段は供給の銅およびアルミニウム移動の版のために取られます:
保護シートの装填装置は供給の雑誌で主に構成され、保護シートのモジュール、二次位置のメカニズムおよび移植のメカニズムを持ち上げます。それは主に正確に溶接の据え付け品の指定位置へ弾薬クリップに銅およびアルミニウム保護版を置くことの機能を実現します。物質的な解放および移動の過程において2つの版の正確な位置を保障するために、銅およびアルミニウム保護版の形および厚さ、有効な検出および間違い防止相違が原因で必要でであって下さい。溶接の据え付け品に保護版を置く前に位置の正確さを保障することを、二度置くべきです。同時にフィルムを逆の間違いがあるかどうか検出するために保護するため。
保護フィルムの置かれた反保持の手段はアダプターと基本的に同じです。
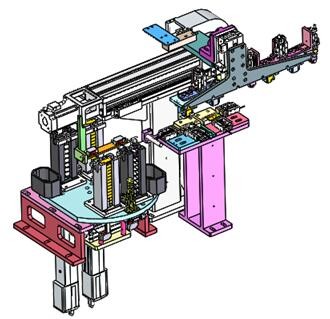
超音波溶接の場所は超音波溶接機械、超音波XおよびY軸移動モジュール、Z軸の持ち上がるメカニズム、電気細胞の保護メカニズムおよび煙る塵取り外しのメカニズムで主に構成されます。移動の部分、電気細胞の棒の耳の主要な認識は二度適切な溶接頭部、溶接頭部を選ぶプロセス条件に従って、超音波を通した保護部分、溶接の印の区域150,000回の、溶接頭部そして溶接の座席耐用年数磨くことができます繰り返し一緒に溶接されます。
1) 溶接の塵取り外しのための保護対策:
溶接の細胞の保護原則:最初に、保護版は細胞の表面をカバーし、溶接区域だけ予約です。上部および下の溶接頭部は塵抽出の港が装備されています。溶接プロセスでは、煙の清浄器に同軸空気ポンプがあり、溶接のはねは塵抽出の港を通した煙の清浄器にポンプでくまれます。
2) 煙の清浄器の変数そして構成
A.サクション パイプに高い火性能があり、火の評価はv-0に達することができます。
B.の胴体の金属フレームの構造、金庫および耐久財;構造は明確、に分けられてです:空気入口の部屋、フィルター部屋、空気浄化の部屋および排気の部屋。
C.濾材のフィルター層に直ちに(200-300の) ℃の耐火性の条件に達することができるおよび耐火性の等級はv-0に達することができます高い耐火性の特徴があります。
D. 0.3ミクロン小さい高精度のろ過。
E.一定した空気取り入れ口および一定したクリーニング容量を維持する脈拍の逆火装置。
F.騒音低減の構造の設計は効果的に騒音を減らすことができ、労働環境をより平和および気持が良くさせる音吸収の綿が、高圧ファンの設置部屋装備されています。
G.温度の誘導の機能を使うと、限界温度の価値は置くことができます。限界温度が達される場合、警報機能は始まります、ファンは動くことを止め窒素を機能を消させ始めるように電磁弁は開きます。
H.圧力フィードバック機能を使うと、限界圧力価値は置くことができます。内部圧力が限界圧力に達する場合、警報機能は始まります。
I. Completeのの等しい防御装置の欠乏が装備されている電気保護手段安全、信頼できる。
J.風速の規則の機能を使うと、風速は実際の要求に従って調節することができます。
K.耐圧防爆シートはフレームの外側で爆発の救助の機能を達成するために取付けられています。
2.3.7の接着剤のメカニズム
付着力のメカニズムは電気細胞配置の回転メカニズム、粘着テープの検出のメカニズム、付着力の引き、付着力に押すこと、付着力の切断および付着力の装填装置で主に構成されます。細胞の溶接の完了の後で、粘着テープは溶接で印刷され、合計粘着テープの8部分は前部および裏側で印刷されます。検出する色センサー テープが貼られるかどうか、背部機械へののりの後のNGの場所の手動援助のunpasted細胞を通した粘着テープの完了後。
2.4の基本装置変数:
単位容量PPMごとの(1):≥3;
(2)装置の第一次最適率:≥99.5% (悪い入って来る材料を除く装置によって、引き起こされる悪いプロダクトだけ);
(3)設備故障率DT:≤2% (悪い入って来る材料を除いて);
(4)装置の騒音:≤75dB (ドアおよびWindows、装置か操作ビット測定からの1000mm近い);
入って来る材料のための自動コード スキャン銃の成功率:≥99.8%;
6. 装置は0.55を要求します| 0.65mpa圧縮空気、真空圧力≤ -90kpaの12mmの管の直径へのアクセス(顧客は圧縮空気および真空の源を提供します);