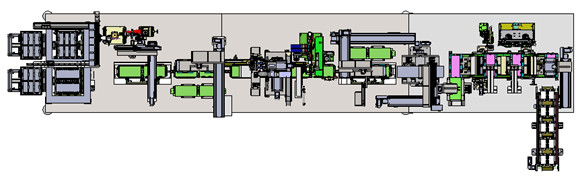
移動の版のレーザ溶接装置CCDの検出の自動にローディングおよび荷を下すこと
3.1装置機能および紹介
装置はレーザ溶接によって1つに接続の部分およびトップ・カバーを溶接し、材料をつけ、そして自動的に切りました。次の機能を使って:自動ローディングおよび荷を下す、トップ・カバーの刻まれた二次元コード、トップ・カバーのスキャン コード、トップ・カバーおよび関係はアセンブリおよびレーザ溶接、CCDの検出、溶接の場所のクリーニング、トップ・カバーおよび関係の部分の溶接姿勢の接着剤および検出の細胞の折りたたみ、細胞フリップ、細胞の結合機能継ぎ合わせます。
3.3の主要なモジュールおよび機能条件
主要な機能技術的要求事項
1つの適用範囲が広いマニピュレーターの設計、プロダクト インターフェイスに与える電池はプロダクト使用金属材料が付いている直接接触のような区域で電池が圧力タイプ電磁弁が移動の過程において、装備されている移らないことを完全に相関関係(か反射が)装備されている非金属材料を、持っています物質的な検出センサーを、マニピュレーター禁止されます、保障します採用します、電気なしで切らされてと保証プロダクトは落ちませんでしたり、+/- 0.05 mmまたはより少しの操作の精密を繰り返しません。
電池の入って来る方向を点検して下さい。
3. ワイヤーの可動部分は高く適用範囲が広く適用範囲が広く適用範囲が広いマルチコア ワイヤーから成っています。
移動プロセスの間に、細胞は据え付け品の保護を受けて移り、細胞と据え付け品間の相対的な変位は起こりません。細胞が機械でつかまえられる回数は以上4あるべきではないです(回数を除いて細胞は機械を出入りします)。
1つの物質的な版および装置インターフェイスに与えるトップ・カバーにバックストップの設計があります。
2. マニピュレーターの適用範囲が広い設計、プロダクトと接触してマニピュレーターのような部分で金属材料を直接使用することを禁止します。回避の設計を使用する屋根が付いている接触できる限り。
1. トップ・カバーにqrコードがあれば、物質的なトレーサビリティのために使用されます。材料がスキャンされ、荷を積まれる後、蓄電池カバーはコードされるレーザーです。直接を取らなかったらコードを刻んで下さい。
2. レーザーのコーディング機械が棒のコラムのトップ・カバーをコードするのに使用されコーディングの効果はコード読書によって確認されました。装置はコードが印刷された識別し、そしてトップ・カバーのバッチおよび棒のコラムのアセンブリ情報を結合します後読み、qrコードを。
3 - 塵取り外しのメカニズムとかまれる。
4. 刻まれた上のバー コード≥99.9%の自動読書の成功率。
5ヤードの位置そしてサイズはバイヤーが提供したデッサンに応じてあります。
6つのnコード シリーズ数は時間/日付自動的に変わることができます自動的に高めることができますバー コードは特性および変更と同時に区切ることができます。
7nコードの過程において、そこに重量コードおよび数の増加または減少のような異常な問題重量コードの発生を防ぐためにソフトウェアは提供されるべきです。
8. 集中ねじの外カバーの位置はスケールのスケール(0.1mm)が速く、量的な集中を促進するために装備されています。
9. Ipcはコード銃によってエンコーダーのトップ・カバーのコードをスキャンするために接続されます(を含む入って来るバー コードおよび会社のバー コード)。コード スキャン ソフトウェアは二重反重いコードの機能があるべきで、システムにアップロードすることができます。
入って来る材料の厚さの相違による異常なdefocusingを避けるのにトップ・カバーのGAIMENがように参照使用されています。
色センサーがレーザ溶接の前にカバー プレートおよび肯定的で、否定的な棒の方向を検出するのに使用されています。
張力> 200N (せん断力)に会う2レーザ溶接。引き裂く付着の後のレーザ溶接の印は入って来る材料の汚染か変形を除いて、溶接の爆発ポイント、溶接および他の悪い溶接を、作り出すことができません。
3. 溶接の位置の同軸塵取り外し、風速≥15m/s。
溶接プロセスの間の4つは、電池全体として保護され、溶接のスラグは電池およびトップ・カバーの表面ではねかけません。(詳しい塵の保護計画については次の指示を見て下さい)、溶接区域は除塵され、溶接のスラグは効果的に吸収されます。工具細工か保護カバーに付したまたはねの溶接のスラグが付いている部分は効果的に除塵されます。
締め金で止めるメカニズムはアダプターがカバー プレートが付いている近い接触に事実上の溶接をことを避ける溶接する前にあることを保障します。
レーザ溶接機械の力は連続的な繊維レーザーの上の4000Wまたはであり、力の表示決断は1Wです。
レーザーの頭部の焦点距離は-5.0~+5.0mmの範囲、および調節の正確さ≤0.05mmと、デジタル式に表示され、調節することができます。焦点距離の方向にdefocusingを点検するために0.1mmのスケールの精密のスケール/ダイヤルが、あります
溶接変数は視覚化され、トップ・カバーのバー コードとたどることができま、そして縛られますべきです。
工作物はX、YおよびZの斧に沿う静止し、レーザーの頭部システム移動です。繰り返された位置の正確さは≤±0.05mmです。
溶接変数記憶モジュールによって、すぐに異なったプロダクトの変数を呼びか、またはプロセス パラメータを調節し、貯えることは便利です。貯蔵の量は≥5グループであるように要求されます。
11. 溶接はトップ・カバーの棒のコラムの内部の表面に、悪い溶接に終って入って来る材料の厚さの相違に、よる異常なdefocusingを避けるために基づいています。同時に、間隔の測定機能は焦点距離の変更を監察するように要求されます。
光ファイバーの長さは20メートルを超過しません。
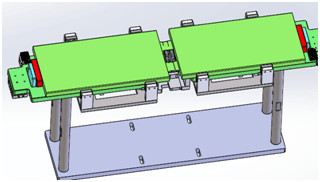
ゴム加工モジュール
1. レーザ溶接の完了の後で、それぞれ肯定的で、否定的なレーザ溶接の点に高温保護テープの1部分を加えて下さい;中心が閉鎖していた後、テープは細胞の尾そして側面で貼られます
付着力用具は特別な反棒材料か他の反棒方法から成っています。
粘着テープの長さそして位置は調節することができます;付着力の位置は溶接印区域の中心に対称であり、付着力の位置の精密偏差は±0.5mmです。
4. 電池の双方そして底を接着の後で録音し、顧客の要求に従ってテープの量そして位置を貼って下さい。
5. 不完全なゴムの検出および早期警報機能に掃除機をかけて下さい
色センサーが接着剤が行方不明であるかどうか検出するのに使用されるべきです。
7. 付着力のメカニズムの操作は安定し、信頼でき、付着力の収穫は不良品が次のプロセスに流れない注意しないことを保障する≥99.5%です。
ゴム変更機能≤2分のための8停止は、ゴム変更の成功率100%です。
折り、併合モジュール1の棒の後でラグナットは曲がります、棒のコラムおよび接続の版はトップ・カバーの端を超過しないし、曲がることは棒のコラム、棒のラグナット、溶接の点および他の部品を損ないません
引っ張り、引き裂く2北極の耳は中心最後の過程において許可されません。
中心が閉鎖していた、両側および底はつき、後付着力の検出は行なわれます。
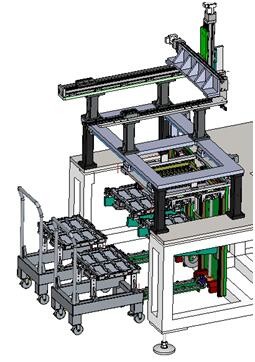
カバー プレートの装填装置は主に供給のカート、カバー プレートの皿、パレット持ち上がるメカニズム、空の皿の移動のメカニズム、ガントリー供給のマニピュレーターを含んでいます。材料が手動であった後カバー プレートの主要な認識は装填装置の供給レベルにカートを通して皿にカートが手動で引張られた後カバー プレートの、マニピュレーター自動的に取りますカバー プレート、カートに戻る空の皿を、置きました完全な版を荷を解きます。
エンコーダーはエンコーダー、エンコーダーの調節のメカニズム、塵取り外しのメカニズム、カバー クランプおよび回転式シリンダーで主に構成されます。それは主にカバー プレートの棒シリンダーの二次元コード彫版を実現し、次に二次元コードにカバー プレートの情報を結合するためにコードが刻まれた後、コードはそれからスキャンされ二次元コード情報は容易な録音および読書のためのシステムにアップロードされます;コーディング プロセスからの塵は塵取り外しシステムによって集められます。
電気細胞の二次位置のメカニズムはブラケットおよび3味方された調整のメカニズムで主に構成されます。主にアダプター版の溶接のための間隔の条件を満たすことを超音波溶接によって完了する電気細胞間の間隔の調節を実現します。電気細胞の短い側面はシリンダーを通した中心で逆転し、一直線に並びます。長さの方向は北極の耳の終わり位置の位置の参照に基づき、電気細胞間の間隔のための条件を満たすためにシリンダーの反対側は調節されます。
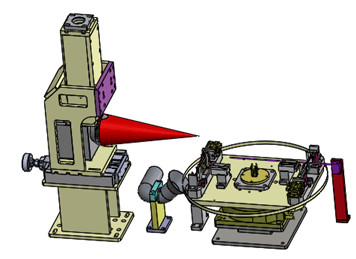
3.3.4溶接の場所
溶接の場所は三軸の線形モジュール、レーザ溶接の接合箇所、同軸煙る管および保護メカニズムを平らにすることの溶接で主に構成されます。それは主にアダプターのレーザ溶接を実現します。溶接がアダプターおよびカバー プレートを密集させる前に平らになるメカニズムは三軸の線形モジュールを通して移動に、溶接の接合箇所を運転し、塵取り外しシステム同時におよび同軸煙る管を通る塵取り外しは煙ります。特定の塵取り外しの保護手段は次の通りあります:
圧力メカニズムはカバー プレートを通してトップ・カバーのシリンダー表面と密接にアダプターに合い、同じ平面になくてもカバー プレートの圧力頭部は肯定的で、否定的なアダプターおよび棒のコラムが圧縮されますように、ばねの適用範囲が広いメカニズムを備えています。溶接の盾は溶接の接合箇所の動き区域を囲み、細胞の表面をカバーします。溶接プロセスで発生する溶接のスラグおよびはねは細胞およびトップ・カバーからスラグおよびはねが落ちることを防ぐために分かれています。
煙の清浄器に接続される溶接の出版物版の両端に塵取り外しの管があります。溶接頭部はまた同軸煙る管が装備されています。溶接プロセスでは塵を取除き、溶接のスラグおよび煙が時間に取除くことができることを保障するために同時に煙るのに、3本の煙る管が使用されています。
協同の責任
1. 新しい装置の約束
私達の会社は顧客に提供される商品が真新しく、完全な未使用装置であることを保証します。
2. 機密性の責任
私達の会社は党の許可書なしで、他の党の関連デッサン、技術情報、ビジネス情報および他のビジネスの秘密および技術秘密がどうにか第三者に漏ってはならないと約束します。
3. 売り上げ後のサービスの責任
(1)装置の郵送物の日付からの2か月、党Bは1年以内の時機を得た、自由な保証の人間でない欠陥に責任があります(装置が不良なとき、売り上げ後のサービスのスタッフは通告を受け取った後2時間以内に答えます。状態に従って、人員は48時間以内になります。後でより60時間、生産の継続をバイヤーによって保障するため;
(2)装置の後で問題があれば保証期間を、2党伝達し合い、取扱いますそれを渡しました。必要ならば、アフターセールスの人員はそれを修理するために送られ費用だけ満たされます。Zh
(3) 2党によって署名した契約および技術的な一致で規定された保証期間の間に会社は私達のプロダクトの正常な使用の間に人間の損傷によって起こされない質問題に保証を提供します。