
AC380V 単相 IP55 電池コアポールレーザー溶接機
レーザー溶接機 電心ポールコラム レーザー溶接機
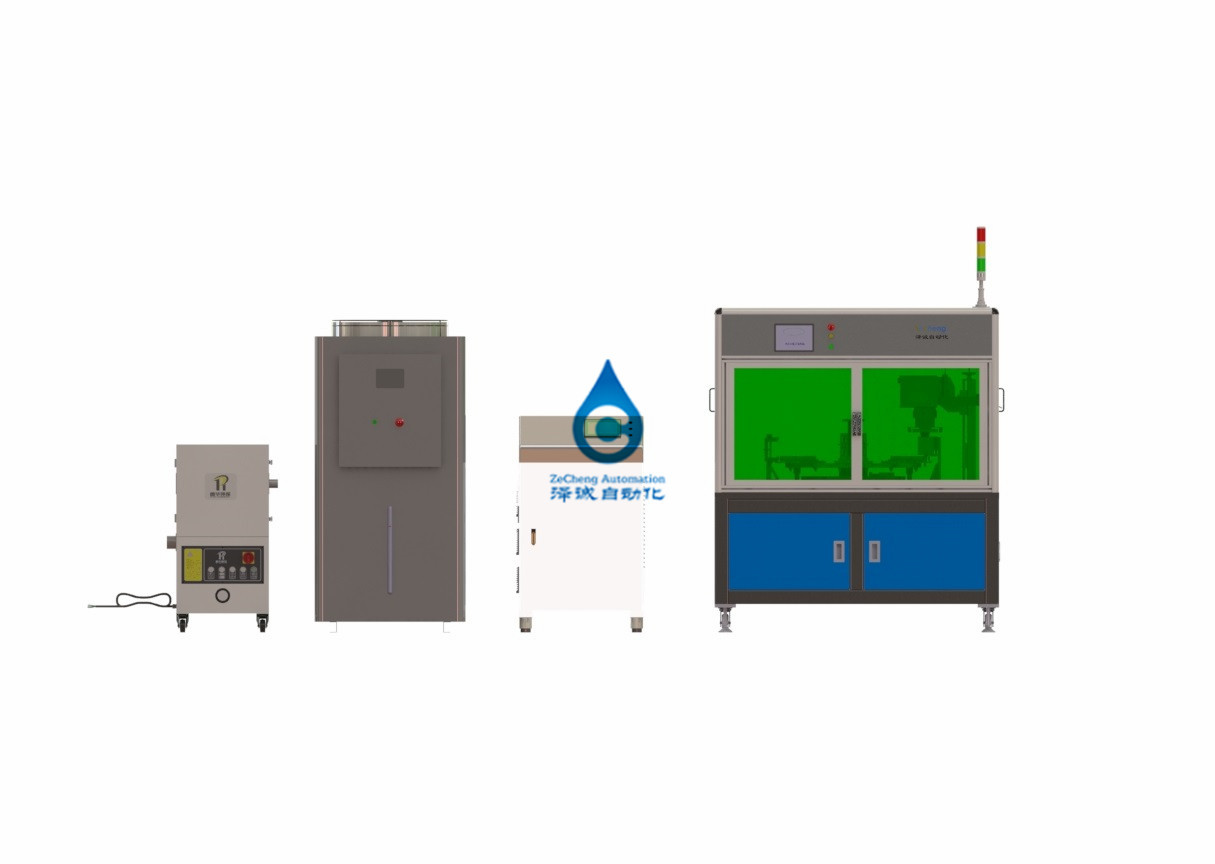
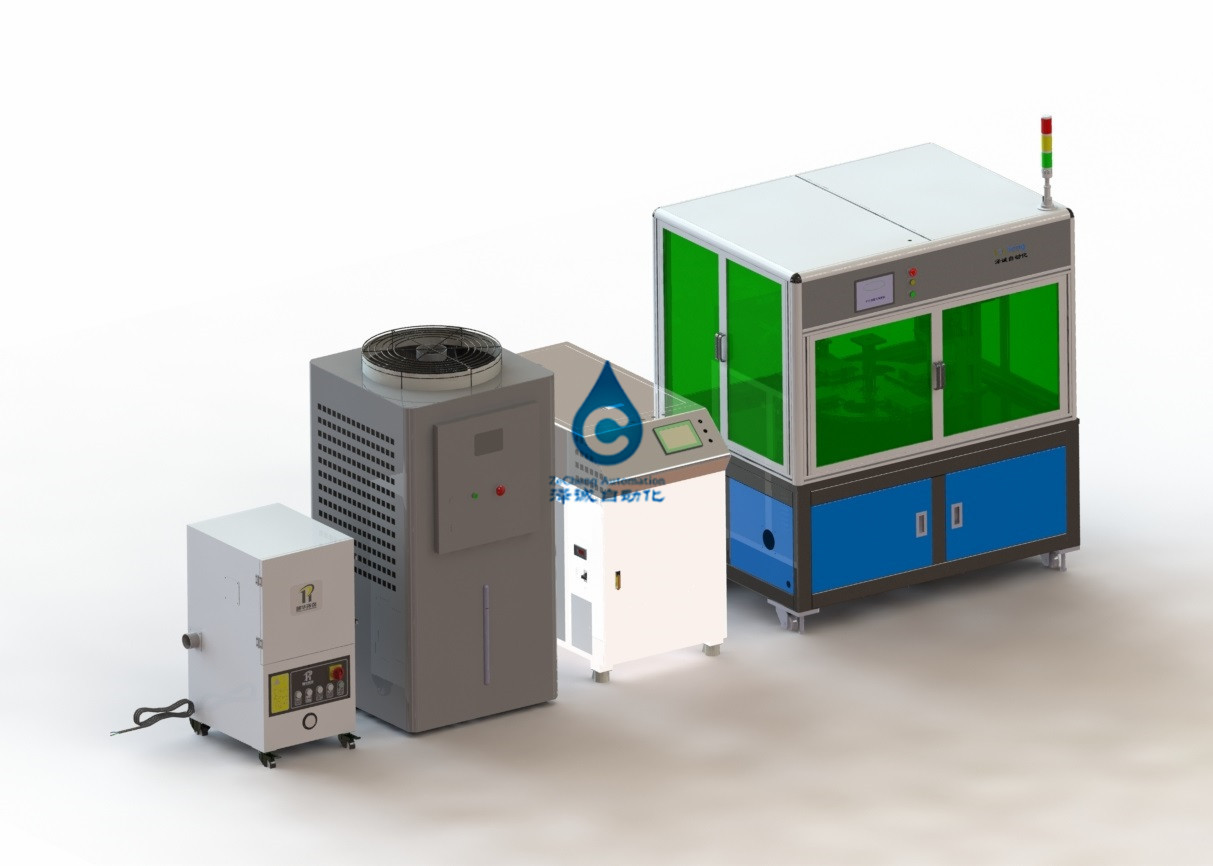
1、設備紹介
この装置は主に亜鉛ニッケル電池セルのポールコラムレーザー溶接にそれぞれ使用され、コア位置決めクランプ、コアポールセルレーザー溶接、コア極耳成形、コア短絡試験およびその他のプロセスを実現します。
2、設備は入ってくる材料と製品仕様に適応できます
2.1.バッテリー仕様への適応
2.1.1.100AH バッテリー単セル負極チップ 21 個、正極 20 個、合計 2 個のモノリシックセル極幅 68mm、高さ 100mm
| アイテム | 範囲(mm) | |
| 厚さ(H) | 75 | |
| 幅(W) | 176.5 | |
| 長さ(L) | 121 |
受入試験品:角型亜鉛ニッケル電池 100AH
| アイテム | 範囲(mm) | |
| 厚さ(T) | 75 | |
| 幅(W) | 176.5 | |
| 長さ(L) | 121 |
2.1.2.プレートサイズ図
正極板の図 陰極片の図
2.2、溶接効果;
3 装置の技術的パラメータ
3.1、総電力:≤15KW;
3.2、電源: AC380 V±10% 50HZ、三相 5 線式システム;
3.3、圧縮空気: 圧力≧ 0.5 MPa、流量≧ 12m3/h;
3.4、真空源:≤-90KPa(当事者A提供)、吸引≥18m3/h;
3.5、機器の重量:≤1.5トン。地面荷重要件:650kg/㎡;
3.6、窒素:圧力≧0.5MPa、<0.2m3/h、
3.7.寸法:(長さ)4620*(幅)1500*(高さ)2000。(参考のみ、主に現物);
3.8、設備効率≧5PPM(他の要因を除く設備稼働効率、設備生存率≧99%、製品収率≧98%;
3.9 レーザー出力: 4000W マルチモード
4. 機能紹介
4.1.ポールイヤーレーザー溶接整形機構
4ステーションのターンテーブル設計、1ステーションのローディング、位置決め、クランプ、2ステーションのプレスレーザー溶接真空、3ステーションの溶接成形、4ステーションの短絡テスト。
4.2セル上の材料の配置
エアシリンダーとスプリング構造を採用し、治具の締め付けや位置決めの緩めを行い、ターンテーブル上の各ステーションの動作精度を向上させています。
4.3 極耳レーザー溶接
4.3.1 レーザー溶接コンパクトアセンブリ: 電気コアが回転テーブル上のレーザー溶接ステーションに移送されるとき、圧縮シリンダーを押し下げ、電気コアのポールイヤーをポールコラムに押し付けて、レーザー溶接中にポールイヤーが緩まないようにします。
4.3.2 レーザー溶接コンポーネント:
レーザーホスト: レーザーホストはレーザー、水冷機、溶接ヘッドで構成されます。
レーザ:レーザーは国産を採用荘信連続ファイバーレーザー。主な技術パラメータについては、次の表を参照してください。
![]()
ウォータークーラー:高精度ダブル温水クーラーユニットを採用
主な技術パラメータについては、次の表を参照してください。
| アイテムのパラメータ | 代表的な値 |
| 冷凍能力 | 5KW |
| タンク容積 | 100L |
| 冷媒 | R22 |
| 温度制御範囲 | レーザー22±1℃、光学27±1℃ |
| アラーム機能 | 水位、低温、高温、過負荷など |
| 定格出力 |
AC380V±10%、50Hz、3P+N+PE 定格電力:3Kw、定格電流:10A |
| 環境要件 | 温度5~45℃、湿度10~90% |
4.3.3 真空システム:
ヒューム浄化システム
溶接煙をタイムリーかつ効果的に吸収し、溶接作業空間を清潔に保ち、煙による溶接品質への影響を防ぐために、装置には排煙装置が装備されています。
煙と粉塵の浄化装置は主に喫煙口、搬送パイプ、ホイールファン、フィルタースクリーン、精製綿で構成されています。
煙と粉塵浄化装置の主な技術パラメータを以下の表に示します。
| アイテムのパラメータ | 代表的な値 |
| 最大風量 | 318m3/h |
| 最大風圧 | 290ミリバール |
| 雑音 | ≤50db |
| フィルター材質 | PTFE |
| フィルターエリア | 9㎡ |
| ろ過精度 | 0.3~1μm |
| ろ過効率 | 99% |
| 空気入口直径 | 外径Φ50mm |
| 煤の掃除方法 | 自動除塵+引き出し集じん |
| ダストボックス容量 | 20L |
| 保護等級 | IP55 |
| 重さ | 180kg |
| サイズ | 650W×650D×1419H(mm) |
|
電源要件
|
AC380V、50Hz、定格電力4KW 定格電流10A、配線3P+N+PE |
| 環境要件 | 温度5〜45℃。湿度10~90% |
5. 製品の使用環境
5.1 圧縮空気: 0.4-0.6mpa;トラフィック: 15L/分
5.2 電源: AC380V 単相;小さな電圧変動±10%。
5.3 相対湿度: 30-55%HR;
5.4 現場に腐食性ガス、液体、爆発性ガスがないこと。
1. ランダムな添付ファイル
ランダム付属品(各セット)は下表をご参照ください。
| 名前 | 仕様・スペック | 量 | |
| 書類 | 設備操作マニュアル | 1 | |
| 承認証明書 | 1 | ||
| 保証書 | 1 | ||
| 包装内容明細書 | 三重に | 3 | |
| 道具 | ツールキャビネット | 1 | |
| メンテナンスツール | 内側六角レンチ | 1セット | |
2. 主要コンポーネントブランド
| 商品名 | ブランド |
| 押しボタンスイッチ | シュナイダー |
| サーキットブレーカー | シュナイダー |
| ACコンタクタ | シュナイダー |
| リレー | オムロン |
| スイッチング電源 | 明横糸 |
| センサー | オムロン/パナソニック |
| サーボモーターとドライブ | パナソニック |
| 空気圧コンポーネント | SMC/エアテック |
| ガイドレール、スライダー、スクリューロッド | フウィン |
| ベアリング | 日本精工 |
| PLC | パナソニック / オムロン |
| タッチスクリーン | Wilen、ディスプレイコントロール、 |
3. 合格基準
機器の受け入れは、事前受け入れと最終受け入れに分かれています。
1) 事前受入: 事前受入は当事者 B の社内で実施され、機器の構成、外観、機能および関連パラメータを確認するために、甲は担当者および当事者 B の担当者を派遣するものとします。3 つのサンプルを連続して溶接する装置では、重大な理由による停止時間はカウントされません。運転中に、装置の高収率、機能および技術パラメータが調査されました。
2) 最終受理:最終受理は甲の会社が行うものとする。機器は甲の作業場に輸送され、設置およびデバッグ後に検査され、受け入れられるものとします。装置は 10 個のサンプルを連続的に溶接しますが、材料に起因するダウンタイムはカウントされません。運転中に、装置の高収率、機能および技術パラメータが調査されました。受入検査中に装置に問題があった場合、乙は甲の要求に応じて最短時間内に装置を改造するものとします。
3) 補足説明: 機器の試運転後 1 ヶ月以内に、甲が資材や補助設備の準備が不十分なため、または技術仕様要件を満たしていないために試作および検収を実施できなかった場合、機器は受入検査に合格したものとみなします。
4. トレーニング計画
当事者 B は、当事者 A の機器のデバッグ後、1 ~ 3 人の使用および保守要員に対する専門トレーニングを実施する専門エンジニアを手配する責任があります。研修内容は以下の通りです。
1) 装置全体の機能モジュールを理解する
2) 装置を正しく使用するための操作手順と注意事項
3) デバイスプログラムの例とプログラミングの説明
4) 溶接保護に関する知識
5) 溶接原理と技術
6) 機器のメンテナンス手順
表に指定されていない項目は、サプライヤーによる製造および実行の範囲を超えているものとみなされます。
| 計画 | サプライヤー | 買い手 | ノート |
| 設計と製造 | ● | ||
| 梱包と輸送 | ● | ||
| 取り扱いと開梱 | ● | ||
| 工場内での移動 | ● | ||
| 水道、電気、ガスの供給 | ● | 機器の対応位置へ | |
| 環境基礎工事 | ● | ||
| 材料の準備 | ● | ||
| インストールとデバッグ | ● | ||
| テスト実行 | ● | ● |
サイト試運転計画とは、機器エンジニアがユーザーサイトで完了する機器の設置、試運転、およびトレーニングのプロセスを指します。
| プロジェクト | 時間 |
| 機器の開梱と指定場所への輸送を指示します。 | 2時間目 |
| 設備の品質検査と水と電気の準備 | 2時間目 |
| 入荷した材料の準備とプロセスのデバッグ | 4時間 |
| サンプルの試作とプロセスの最適化 | 8時間 |
| 小ロット生産 | 8時間 |
| 操作およびプロセスのトレーニング | 4時間 |
| コンピュータ指導 | 4時間 |
| 運用とプロセスの再トレーニング | 4時間 |
| 日常のメンテナンスや設備のメンテナンス | 4時間 |
1) サプライヤーは、両当事者が確認した契約、技術協定、設計図面、または両当事者が確認したその他のプロセスまたは技術要件に従って設備を提供するものとします。
2) 保証期間内に、不適切な使用、機器の不正改造、追加接続、人的操作ミスなどにより、お客様が機器の修理または交換を必要とする場合、機器費用と人件費のみが請求されます。
3) 供給者は、製造、梱包、輸送、設置およびデバッグの過程における本契約に基づく機器の品質問題に対して責任を負うものとします。
4) 機械全体の保証期間は、すべての機器がテストされ、認定された日から 12 か月です (別途明記されている場合を除く)。保証期間中、サプライヤーは機器のメンテナンスとスペアパーツ(光学レンズなどの消耗品を除く)の交換を無料で提供し、サービス通知(FAXまたは手紙)を受信してから2時間以内に所有者に応答するものとします。請求者が自分で問題を解決できない場合は、供給者の担当者が 24 時間以内に購入者のサイトに行き、修理する必要があります。
5) 供給者は、品質保証期間が終了する 1 か月前に、設備の総合的な機能分解点検および保守を実施するものとします。
6) 保証期間後、スペアパーツの供給価格および輸出スペアパーツの保守費用は最低料金基準に従うものとします。
7) 保証期間後、需要者が機器の故障を解決できない場合、供給者は専門スタッフを派遣して時間内に修理し、実費のみを請求するものとします。
8) 保証期間後、付属品の価格やメンテナンス費用が意図的に値上げされた場合、要求者は法的権利を保護する権利を有します。
9) 機器自体の配管回路、および必要なブラケット部材またはプラットフォーム部材が完成している必要があります。特別なご要望がある場合は、事前に書面(または郵送)にてご連絡ください。
10) 機器自体には、請求者が提供するすべての材料、付属品、その他のアイテムが必要であり、事前に請求者に書面(または郵送)で通知するものとします。
11) すべての資材の輸出入または設備の積み下ろしは、事前に書面 (または郵送) で請求者に通知するものとします。
12) サプライヤーの機器の長期在庫の主要部品およびコンポーネント。
13) 供給者は生涯保守サービスに必要な交換部品を低価格(市場価格と比較して)で提供するものとします。
14) スペアパーツの生産を停止する場合: 需要者が必要なスペアパーツを購入する十分な時間を確保できるように、供給者は需要者に生産停止の計画を事前に通知します。供給者は購入者に予備部品の図面、仕様書等を無償で提供するものとする。
15) 供給者は、設備技術等に関する技術相談を長期にわたり無償で提供し、新製品技術の研究開発を支援するものとします。













