


3.3mm 5.5mm電池の印刷用原版作成機械のリチウム イオン電池 アセンブリ
ニッケル・鉄電池のプレート アセンブリー ライン ニッケル カドミウム電池の版の生産ライン
製品仕様書:
1.袋のタイプの電池の版の生産ラインのための設計の品質
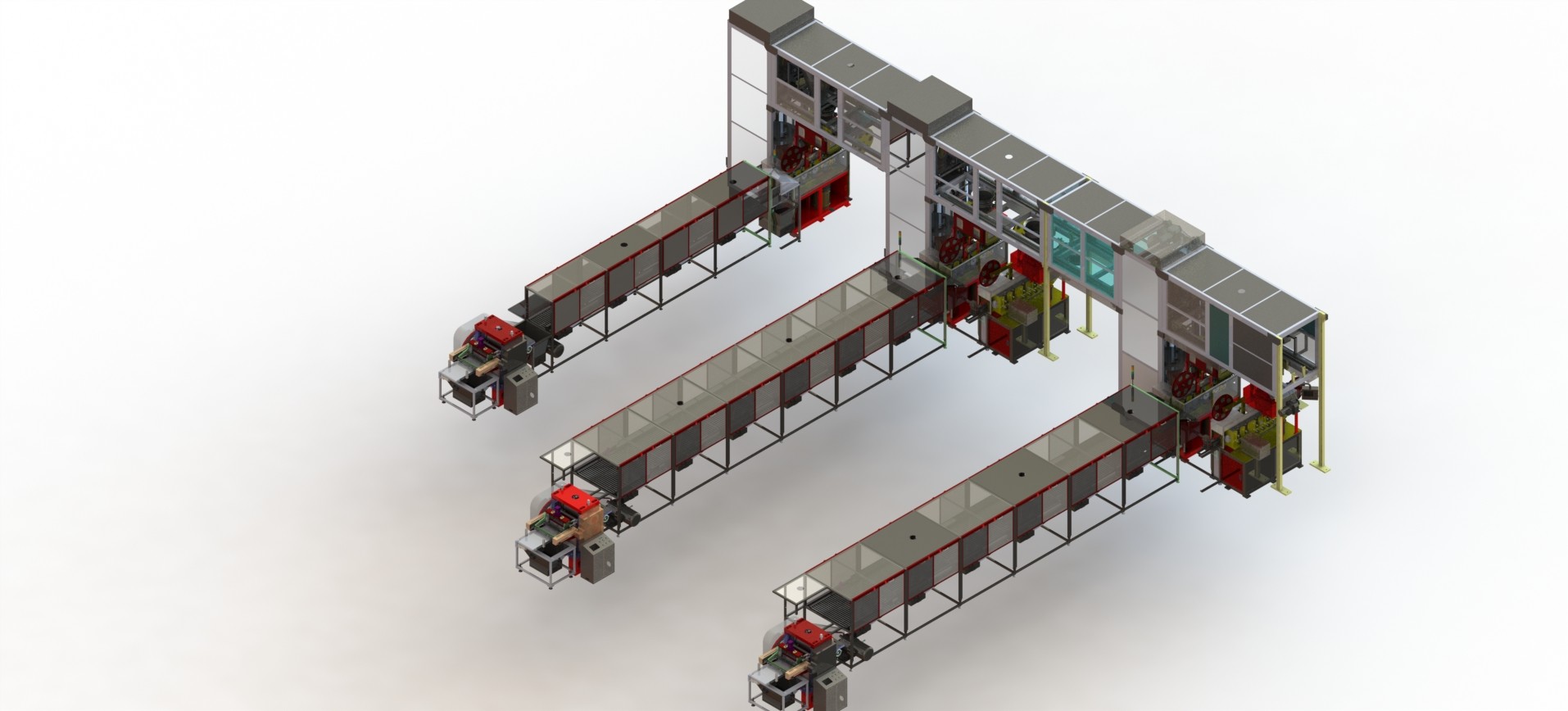
1.1。****によって提供される版の製造の条件に基づいてこの袋電池の版のための空白の生産ラインをプロジェクト設計、作り出す。袋電池のパッドの大体の形になることの自動生産ラインは2自動物質的な送り装置を、独立した2および粉の送り装置のミラーの対称の取付け、1つのロード・テーブル(小さいストリップの貯蔵)、および1の浮彫りになるせん断機械含んでいる。
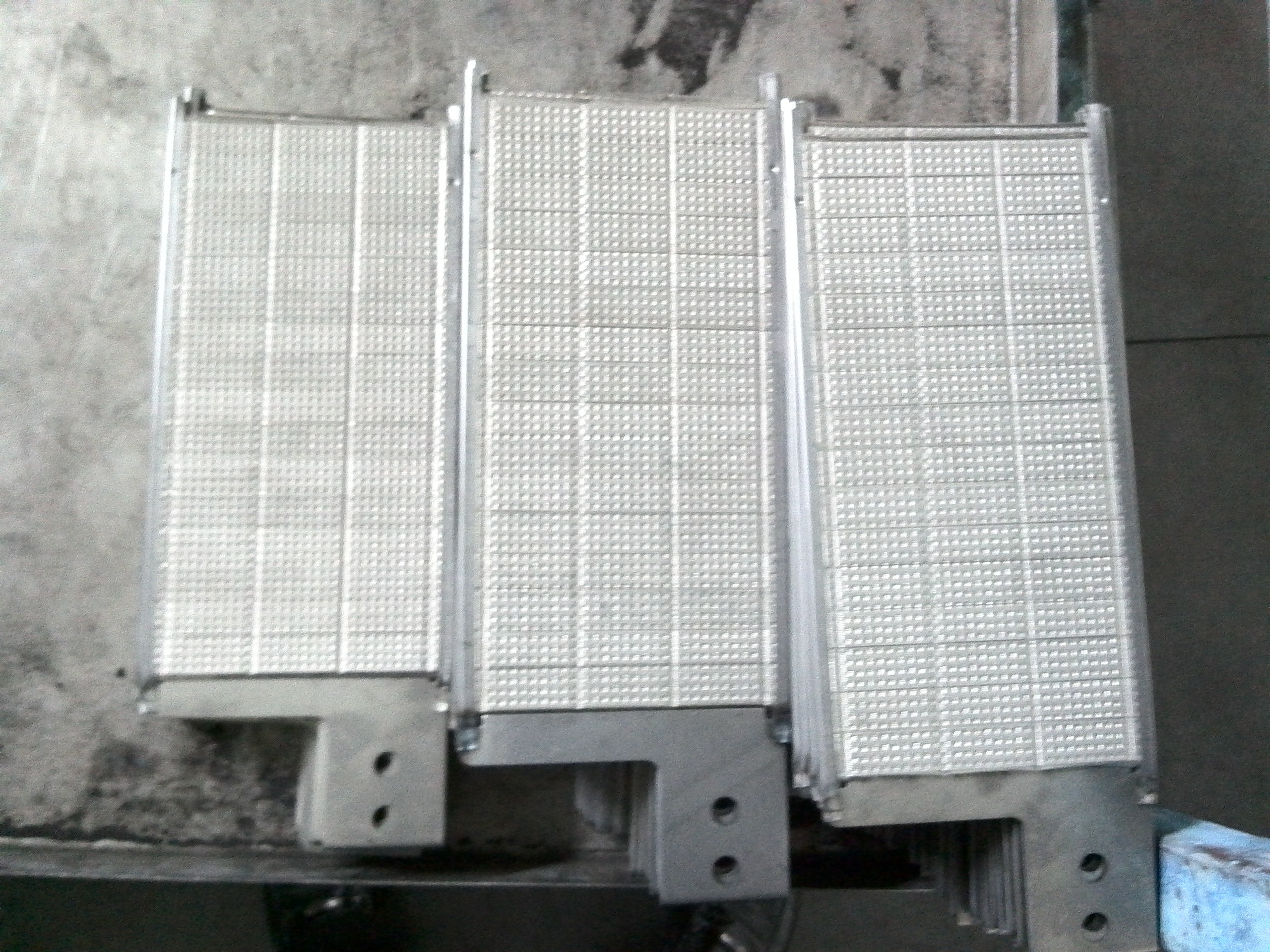
1.2.Plate空白の工程:粉の、粉にされたおよび二次満ちる粉のスクレーパーを(-)–フレームと-ストリップの上下に…満たすフレームおよびストリップの形の下の鋼鉄ストリップ合併-方向づけられる-口の腕-曲がるべき空白のホールダー(- >明確な粉)、混雑させた口-断ち切られる-負荷の(小さい貯蔵の)仕事台(9 m) -記事の綴り-浮彫りになる-切口-版は配達を続ける。否定的な版のブランクの生産ラインはただ二次パッキングおよび粉一度味をつける必要がない。
版のブランクの生産ラインの1.3.Production容量そしてプロセス パラメータ:小さいストリップの生産の速度は20m/minによって調節可能であり、小さいストリップの長さは調節可能な8mの+/0.5/のストリップである。ストリップの厚さは3.3から5.5mmまで調節可能である。小さい棒重量2.6g |調節可能な6.5g/50mm;適当な鋼鉄ベルト:0.1 x 21 X L;0.1 * 23 * L;0.1 x 25 X L。版のストリップの幅は60から400のmmに調節可能であり、ストリップのせん断の長さは80から200のmmに調節可能である。浮彫りになることの後で、厚さは1.4から5.0mまで調節可能であり、せん断率は25回/minより大きい。
版のブランクの生産ラインの1.4.Performance条件:正常な生産の条件の下の1.3。節の条件;作動すること容易な安定性の組合せのメカニズム、圧力せん断のメカニズム、条件および信頼性を形作る各々の正規の部分、装填装置、粉の供給およびパッキングのメカニズム;すべての可動部分に適度な、信頼できる便利な潤滑のメカニズムがある。
1.5. 塵の防止:
1.5.1. 生産ラインは信頼できるちり止め設備がなければなりちり止め設備は空気取り入れ口を確保する;そこに完全なコレクションおよび便利な操作を要求する各々の働く表面の下に物質的なコレクション タンクべきである。すべてのちり止めカバーの安全ドアは作動し、維持してがしっかりし、信頼できる、便利なべきである。
1.5.2. すべての電気設備、スイッチ、ソケットおよびプラグはちり止めおよび耐圧防爆である。電源コードに保護カバーがある。
1.6. 設計が完了した後、構造図は党aによってそしてこの技術的な一致に付す確認され、署名し。
1.7.Plate自動生産ライン装置:
| いいえ。 | プロセス名前 | Devicename | 装置の容量 | 量(セット) | 注目 |
| 1 | 負荷材料 | 自動粉の送り装置 | 250kg /netx | 2 | 自動ローディング |
| 2 | パッケージの粉 | 版の自動粉の包む機械 | 調節可能な≤20m/min | 2 | |
| 3 | ローディング | 負荷の場所 | 9m | 1 | 力のローラーのコンベヤー ベルト無し |
| 4 | 力のローラーのコンベヤー ベルト無し | スプラインのせん断機械 | ≥25次/min | 1 |
![]()
![]()
![]()













