
高性能の骨がある点の溶接工、カー・バッテリーの生産ライン
1.1. 機械は鋼鉄かかとの棒のラグナットを溶接するために適している。それは主に電池棒および棒の耳の接続の版の溶接の仕事目指す。供給のマニピュレーターは位置の据え付け品に溶接の場所で接続の版を、手動で置く棒をつかまえるそれを一緒に溶接するために、抵抗溶接の頭部は動きマニピュレーターは溶接された補強フレームをつかみ、自動的に材料を切る。モデルを変えるとき機械に安定した性能、高性能および便利な調節がある。
1.2. 仕事プロセス:自動供給のマニピュレーターによって堅くされる版は位置の据え付け品で人工につかまえたスポット溶接の場所を補強されたり、切る締め金で止めるシリンダーを持って来る据え付け品の-溶接頭部の低下締め金で止めおよびjack-upシリンダーおよび落下および完全に溶接する鋼板補強される-ポイントを置く補強された版の下のシリンダー-溶接された鉄骨フレームクランプへのマニピュレーターは軌道にそれを置いた。
1.3. プロダクト モデルおよび指定:(単位:mm) m)
| プロダクト モデル | 補強の長さ | 版の指定をひもでつなぐこと |
| 80-420 | 71*121.5*0.8*100-320 | |
| 71*115.5*0.8*100-320 | ||
| 71*138.5*0.8*130-420 | ||
| 71*148.5*0.8*130-420 | ||
| 51*82*0.8*80-200 | ||
| 35*67.5*0.8*80-200 |
1.4. モデルを取り替えた場合、ちょうど据え付け品を変え、手ねじとの位置に容易な調節のために溶接機を合わせなさい。
1.5. 材料を取ること容易溶接されたフレームはトラックを通ってフレームから滑る。
1.6手操作はオペレータの労働の強度を減らすために座った格好を、仕事台の高さである700mm、採用する。
1.7. 機械はワイヤーで縛られた版に与えるための自動供給方法を採用する。
1.8. 溶接されたフレームはマニピュレーターによって締め金で止められ、供給のトロリーに置かれる。
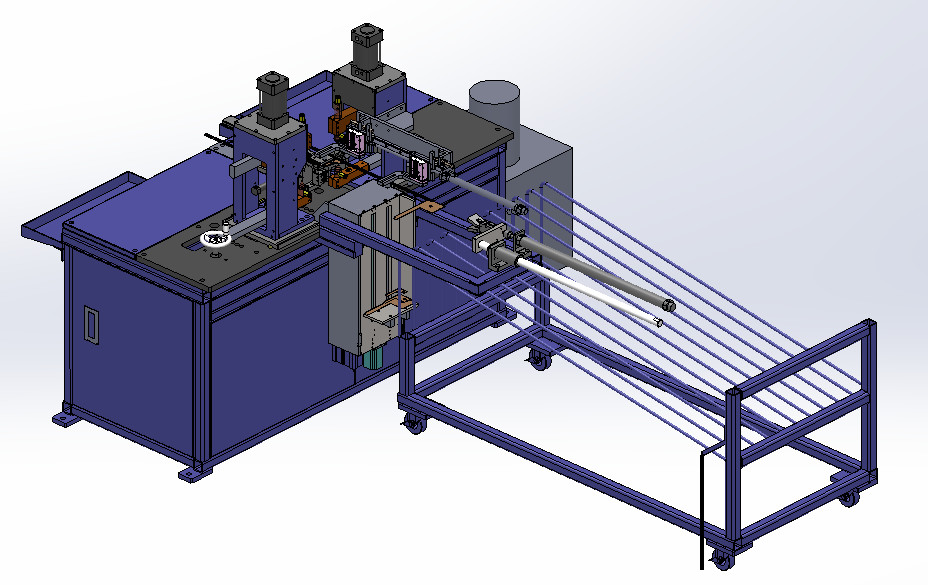
1.9. 装置の組立図
2. フレームの点の溶接工の指定
2.1. 骨がある点の溶接工装置の主要な部品のテーブル
| 通し番号 | システム構成 | システム構成 | 数の |
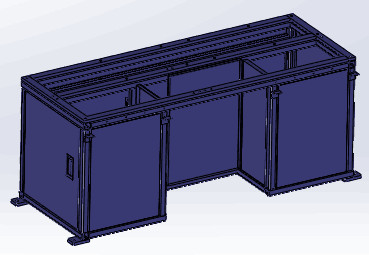
| 1 | 棚システム | 溶接された骨組構造 | 1 |
| カウンタートップA3はめっきされてクロム染料で染める | 1 | ||
| 2 | 据え付け品システム | 骨があるジグのために適した | 3 |
| SMCシリンダー- | 1 | ||
| 3 | 接続の版供給システム | ポーランド人の耳の装填装置 | 1 |
| SMCシリンダー- | 1 | ||
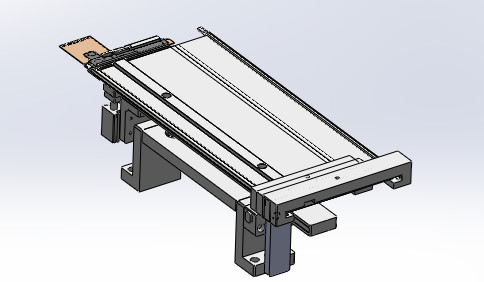
| 4 | 歩版の供給システム | ステップ供給の構造 | 1 |
| SMCシリンダー- | 1 | ||
| 線形ガイド・レール-銀製のめっき | 1 | ||
| 5 |
接続板供給のマニピュレーター
|
供給のマニピュレーターの構造 | 1 |
| SMCシリンダー- | 3 | ||
| 線形ガイド・レール-銀製のめっき | 3 | ||
| 6 | スポット溶接 システム | スポット溶接の構造 | 2 |
| スポット溶接機械 | 2 | ||
| SMCシリンダー- | 4 | ||
| 7 | マニピュレーターの削除 | マニピュレーターの構造の削除 | 1 |
| SMCシリンダー- | 2 | ||
| 線形ガイド・レール-銀製のめっき | 2 | ||
| 8 | 車の負荷 | 溶接されたフレーム車 | 1 |
| 9 | 冷水システム | 冷水タンク | 1 |
| 10 | 制御システム | PLCのomron | 1 |
|
機械指定 プロジェクト |
ZBCE02A-00 | |
| 技術的な変数 | 送り速度 | 720 PCS/hour |
| 圧縮空気システム | 党aによって提供される空気源 | |
| 冷水システム | 党aによって提供される水道水 | |
| 総力(kw) | 30 | |
| 正常な作動力(kw) | 27 | |
2.3.1. 棚システム:、表面の焼けるペンキは40*40*3正方形のパスの溶接の作られて、装置の出現の主要な色gsb05-1426-2001 8 PB07ライト(鉄)の青い色である。基質は25mmの鋼板によって電気めっきされ、両側の物質的な箱は補強のために使用される。全面的な出現は美しく、構造は安定している。
2.3.2の据え付け品システム:置き、締め金で止めるシリンダーを採用し接続の版の下に接続の版の底に磁石を置きなさい。手動でそれから出版物ボタン溶接し始めるようにとともに中間に肋骨が付いている位置の版を接続の版、置きなさい。溶接が完了した後、版を置く接続の版は引き込みにシリンダーによって運転される。
2.3.3. 溶接システム:接続の版および肋骨を一緒に溶接することを使用する。1つの側面は修理され、反対側は鉛ねじと調節可能である。
2.3.4供給のマニピュレーター:マニピュレーターは溶接の後で肋骨フレームを取除き、据え付け品から締め金で止めるシリンダーを通して肋骨フレームを取除き、そして次に負荷のトラックに置く。
2.3.5. 物質的なキャリッジ:、表面のペンキ40*40*3正方形の溶接の作られる、ブレーキが付いている足車。
2.3.6. 接続の版供給システム:棒のラグナットは接続の版供給システムに手動で入り、780部分はいつも置くことができる。棒のラグナット サポート版はモーターによって接続の版の高さを一つずつ動かすために運転される。
2.3.7. 供給システムを増や:版の供給システムを増やによって取られる増や版は増やマニピュレーターに送られる。
2.3.8接続の版の供給のマニピュレーター:接続の版は位置の据え付け品にステップ供給システムによって送られる渡した。接続の版は電磁石によって吸われ、次に回転シリンダーとの90度を回した。
2.3.9. 制御システム:独自に漏出スイッチが、dcの安定性の電源および他の電力回路の部品、制御PLC、電磁弁の制御装置、等装備されている機械の中の電気板を取付けなさい。そしてコネクターおよび端末テーブルを使用して外部接続。PLCはomronを採用する。他の装置間のケーブルそして送風管は次ワイヤーで縛られ、配管される。全体の制御システム、スイッチ、プラグ、ソケットの使用塵の処置、電気短絡を防ぐため。
2.4. エネルギー媒体
2.4.1に対して。電源
2.4.1.1. 電圧AC380Vの単一フェーズ、頻度50HZ;電圧変動は±10%よりより少しである。
2.4.2空気
2.4.2.1. 圧力0.4 | 0.6mpaのきれいな乾燥した圧縮空気。
2.4.2.2. 交通30のl /min。
2.4.3冷水
2.4.3.1の通常の水道水。
1. 新しい装置の約束
私達の会社は顧客に提供される商品が真新しく、完全な未使用装置であることを保証する。
2. 機密性の責任
私達の会社は党の許可書なしで、他の党の関連のデッサン、技術情報、ビジネス情報および他のビジネスの秘密および技術秘密がどうにか第三者に漏ってはならないと約束する。
3. 売り上げ後のサービスの責任
(1)装置の郵送物の日付からの2か月、党Bは1年以内の時機を得た、自由な保証の人間でない欠陥に責任がある(装置が不良なとき、売り上げ後のサービスのスタッフは通告を受け取った後2時間以内に答える。状態に従って、人員は48時間以内になる。後でより60時間無し、生産の継続をバイヤーによって保障するため;
(2)装置が保証期間を渡した後、問題があれば、2党はそれを伝達し合い、取扱う。必要ならば、アフターセールスの人員はそれを修理するために送られ費用だけ満たされる。Zh
(3)保証期間の間に契約で規定し、2党によって署名した技術的な一致は私達のプロダクトの正常な使用の間に人間の損傷によって起こされない質問題に会社保証を提供する。













